在最近发表在《杂志》上的一项研究中分子中国的研究人员使用分子动力学模拟模型来分析不同加工工具形状对单晶镍纳米纳米制动的表面质量的影响。
学习:刀具形状对单晶镍纳米制作表面质量的影响。图片来源:arrideo/shutterstock.com
与处理速度,加工深度和不同的晶体平面相比,加工因子(例如工具耙角,间隙角和边缘半径)是研究的重点。
结果表明,当钻石工具的耙子角从-45°变为 +45⁰时,样品的表面粗糙度分布为“ W”。同样,高于8-10⁰的临界间隙角,工程温度在加工过程中没有变化。
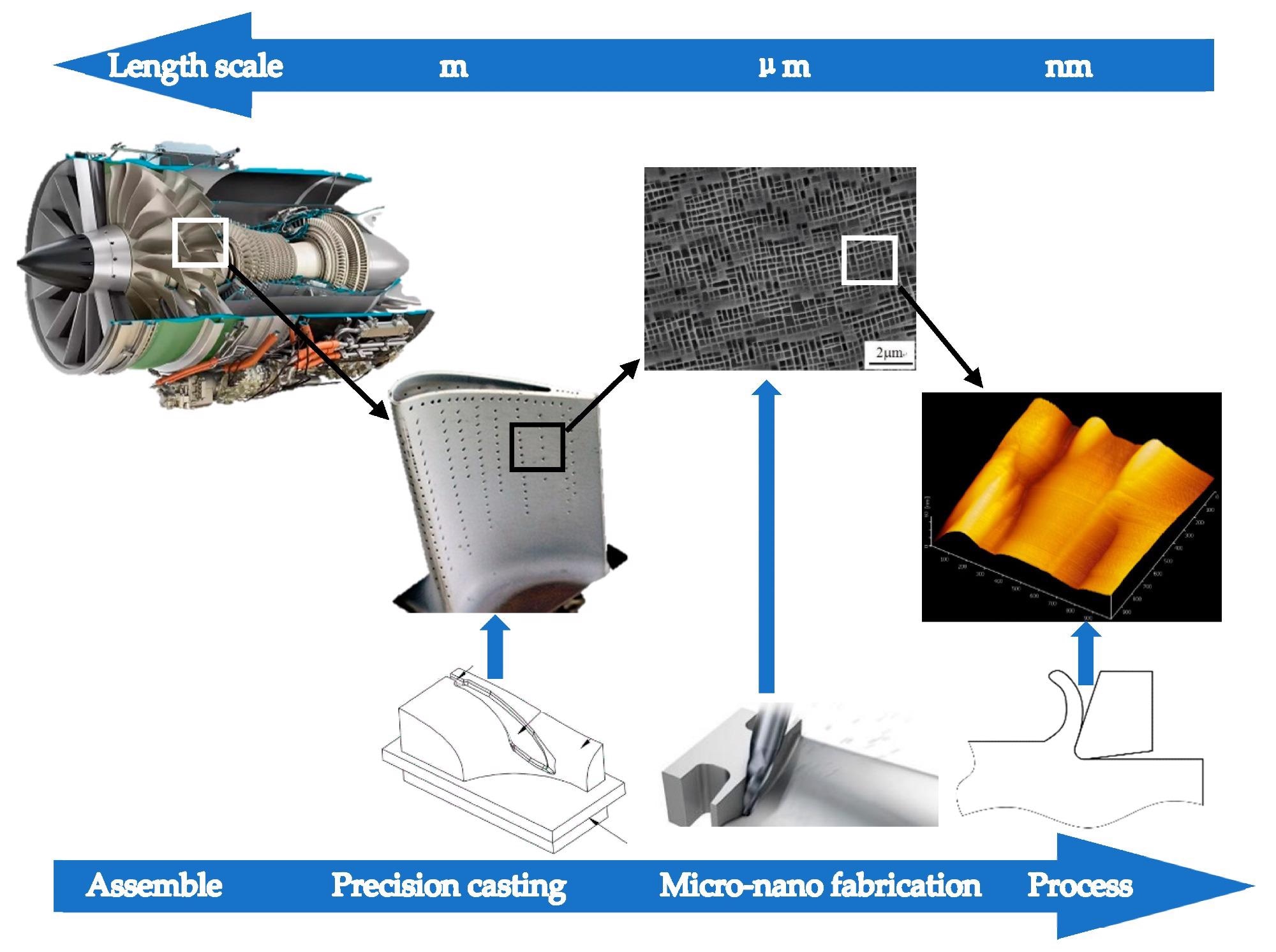
图1。航空发动机的超精确部分。在先前对单晶镍研磨的研究中,发现磨料的大小对单晶镍的表面质量产生了显着影响。磨料颗粒直径的作用本质上是处理过程中有效耙角的反应。因此,可以得出结论,即使大小范围很小到纳米水平,加工工具的尺寸和形状也会影响工件。因此,这项研究讨论了具有不同耙角,不同间隙角和不同工具边缘半径的工具的纳米制作,以及它们对单晶镍加工机制的影响。©Ren,J。Yue,H.,Liang,G.,LV,M。,(2022)。
单晶镍的精密加工
单晶镍及其合金用于高度关键的设备,例如航空引擎,核反应堆,蒸汽轮机和石化工业。
此类设备的制造需要高精度至纳米水平。因此,纳米制作技术的重点超出了基于产品和过程因素的基于加工工具的因素,例如耙角,间隙角和边缘半径。
此外,对分子动力学的研究是研究超精确加工和纳米制作的一种方便而可靠的方法。
分析刀具几何形状对表面晶粒结构和表面缺陷和热量产生(自动消耗)的影响是精确加工的基本因素。
许多研究表明,负耙角的大小与剪切应力成正比,正耙角和较小的工具尖端半径可以帮助改善处理后的工件表面平滑度。
对于多晶金属,切割力增加,摩擦系数随着晶粒尺寸的增加而降低。同样,在混合加工过程中,空缺缺陷的数量与生成的温度成正比。
关于仿真模型
在这项研究中,研究人员使用开源大尺度原子和分子平行模拟器(LAMMP)来准备分子动力学模拟模型,以分析具有不同工具形状的单晶镍的纳米化。之后,使用Ovito软件对获得的动力学结果进行了可视化和分析。
他们使用了21.2 x 10.6 x 10.6 nm尺寸的单晶镍标本,而y方向是周期性边界条件。
初始温度设置为293 K,而其他参数如下:200 m/s研磨速度,1 nm的研磨深度,0-18 nm磨的长度,x- [100]:y- [10]:z- [1]晶体方向,-45⁰至 +45⁰工具耙角,0⁰至30⁰工具清除天使和0至1.5 nm的工具边缘半径。

图2。通过不同的工具耙角处理的单晶镍的芯片形态。©Ren,J。Yue,H.,Liang,G.,LV,M。,(2022)。
观察
当刀具的耙子角为正时,由于工具的清晰度相对较高,芯片是条形的。
同样,由于工具的分流点较低,大多数与工具形成的芯片接触的原子,而不是分流后被挤在工具下。
当耙子角为负时,由于将芯片挤出到工件表面,将芯片堆积。耙角的降低将碎屑过程从剪切变为挤出,并改善了刀具转移点的位置。
此外,当耙子角为正时,尤其是在 +30°时,表面原子经过剪切,这会导致很少的原子与工具和加工方向移动,从而导致表面粗糙度值较小。
但是,当耙子角为负时,尤其是在-45°时,由于材料在刀片的脸上保留,表面粗糙度急剧增加。
在恒定的边缘半径和间隙角下,切割力随着工具耙角的增加而降低,反之亦然。
随着工具耙角的增加,沿耙子面的芯片摩擦也减少了。同样,工件的温度与切割力直接相关,而工具半径对温度的影响非常低。
当工具耙角从正变为负时,耙子面和芯片之间的摩擦增加,增加了芯片的力,并且更多以面部为中心的立方体(FCC)原子键被破坏。
但是,无定形和表面原子的数量增加。工具负耙角促进了新的表面能的产生以及产生表面缺陷所需的能量,例如材料中的位错,空位和间隙。
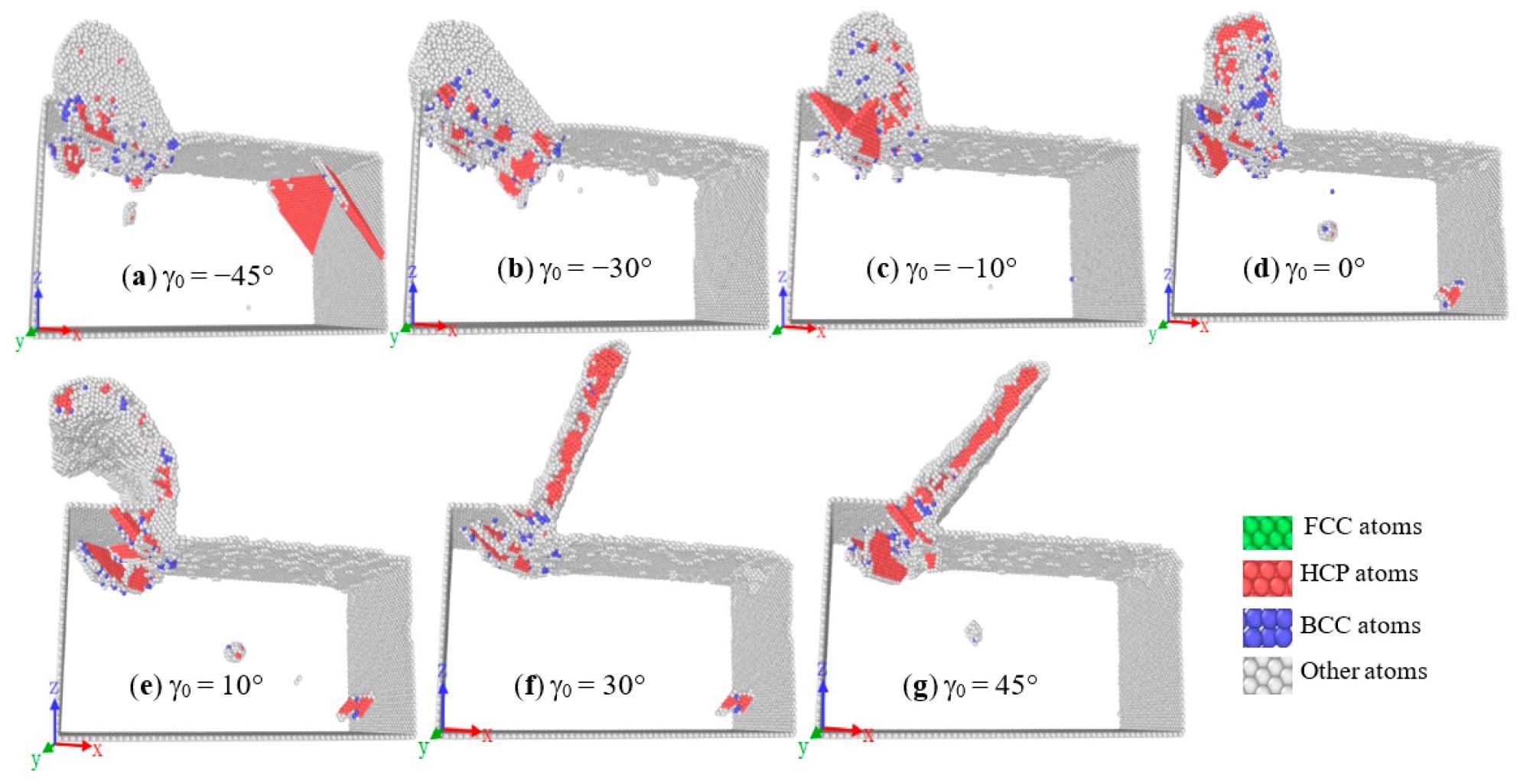
图3。可以分析。©Ren,J。Yue,H.,Liang,G.,LV,M。,(2022)。
结论
总而言之,这项研究调查了刀具形状对单晶镍纳米制作表面质量的影响。
研究结果表明,随着工具耙角在纳米化过程中变化,单晶镍的表面粗糙度值在“ W”曲线中波动。
另外,切割力和温度高度取决于耙角,并且主要不受边缘半径变化的影响。
此外,1 nm深度的单晶镍加工的临界清除角度为8-10⁰,在该刀具上,刀具间隙角不影响温度。
将工具的背角保持在临界角度范围内有助于减少摩擦并增加工具的强度。
参考
Ren,J。Yue,H.,Liang,G.,LV,M。,(2022)。刀具形状对单晶镍纳米制作表面质量的影响。分子,27,603。可用:https://www.mdpi.com/1420-3049/27/3/603
免责声明:此处表达的观点是以其私人身份表达的作者的观点,不一定代表AZOM.com的观点有限的T/A Azonetwork本网站的所有者和运营商。此免责声明构成了条款和条件使用此网站。