介绍大部分的先进材料,e . g。亚博网站下载、功能陶瓷、高温材料很难机器。亚博网站下载磨削是广泛使用,生产的一个重要加工操作现代化设备使用先进材料。app亚博体育亚博网站下载目前,加工成本的比例约为80%或更多的组件总成本在工业化世界[1]。硅晶片用于大多数微芯片的生产。各种流程需要从单晶矽晶圆锭。典型流程,研磨/表面研磨和抛光硅片的消耗很长时间和高成本[2]。在磨削过程中,损害赔偿在地面表面是不可以避免的。去除损伤层、热处理和腐蚀过程是需要[3]。过度的部队在磨削过程中产生的缺陷如凿或开裂。研磨材料不可避免地亚博网站下载产生脆性断裂和韧性缺陷为金刚石磨料颗粒切成标本(4、5)。传统研磨机,磨削深度和喂养率控制。部队在磨平面增加样品表面产生过剩的压力,和缺陷在地面的表面。精明的经营者监控振动[6、7],[8],以及声发射(9 - 11)估计在常规磨削砂轮条件的系统。在这项研究中,我们提出一个新的实现defect-reduced加工app亚博体育研磨设备。这种先进的加工constant-force-feeding系统。因此,表-根据磨削条件下喂养率改变。磨削深度与磨削力的影响,table-feeding率和比磨削能(上海黄金交易所的使用Si) constant-force-feeding磨削系统晶片和烧结2O3进行了评估。 实验支持出场新开发的constant-force-feeding磨削系统用于这项研究。图1显示了设置新开发的磨削系统的原理图。 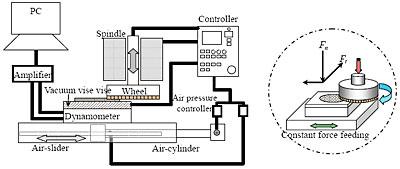
图1所示。constant-force-feeding磨床的示意图。 该系统由一个空气滑动grinding-table,开杯形真空虎钳、金刚石砂轮轮。真空虎钳是由多孔陶瓷材料,加工,保证平行表面真空虎钳和砂轮表面高平坦地面标本。标本放置在多孔真空虎钳没有胶水和空气疏散到标本。这个附件不会造成任何损坏标本。研磨表由气缸控制和空气滑块constant-force-feeding系统。在这项研究中,4英寸硅片和烧结2O3相对密度(98.1 -98.5%,25毫米X50毫米)用于评价的研磨能力。标本是由600年的杯状容器地面研磨砂轮(陶瓷粘结剂,35 - 37%的孔隙度和30 - 40μm金刚石颗粒磨料颗粒,纳米TEM有限公司,长冈,日本)。yabo214正常和切向力与样品表面被三分量测量压电测力仪(9257 b。在磨削Kistler corp .)。喂养的影响深度(1μm 50μm)每通过一次磨削力和表喂养率进行评估。表的摄食率在研磨力量活跃时期。砂轮厚度的变化之间的前后磨测试评估。最后,地面表面粗糙度和形态学评估通过激光共焦显微镜(LSM VK 8500。日本基恩士公司)。 结果与讨论图2 (a)和(b)显示磨削力之间的关系(法向力;Fn切向力;Ft)和表喂养率(vf)与喂养深度烧结2O3分别和硅晶片。 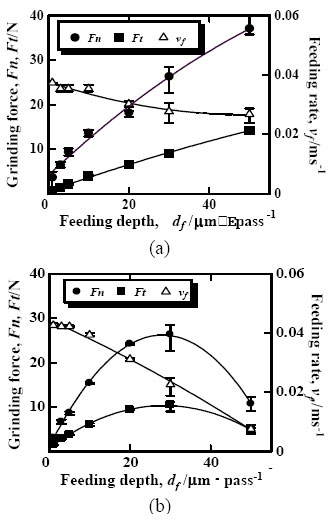
图2。不同喂养的影响深度磨削力(切向力;Ft法向力;Fn)和table-feeding率(vf)。(一)烧结2O3,(b)硅晶片。 磨削力的烧结2O3不断增加的喂养深度增加。硅晶圆的磨削力增加2O3喂养深度30μm /传递,减少喂养深度增加30多个μm /通过。力下降的原因与结合强度磨料之间- - - - - -笑容和成键矩阵磨轮。图3显示了穿着磨轮和喂养的比例关系的深度。 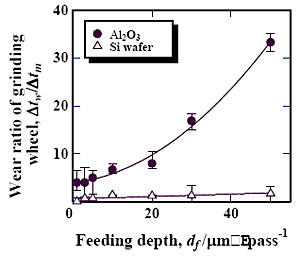
图3。穿的比率增加砂轮的喂养深度增加烧结2O3。然而,这并非如此的硅晶片。 砂轮磨损率计算由以下方程(1)。  (1)
(1)
Δ在哪里tw是改变前后之间的砂轮厚度吗所有的磨,Δt米是有效厚度,即。,完全观察深度(df),减去grinding轮(Δ变化tw)。g皮轮磨损为烧结铝2O3随着喂养深度的增加迅速增加,但如果晶片做了不常e。这些结果表明粘接强度磨轮,e . g。之间的结合强度abrasive-grains和之间的粘结材料,亚博网站下载或焊接材料自己比研磨硅晶片和弱于烧结艾尔2O3。因此,砂轮表面被同时地面烧结2O3表面。因此磨削力不断增加;这是自我的影响沙拉酱到砂轮年代。另一方面,的使用砂轮年代有足够的粘接强度磨硅晶片即使在一个提要荷兰国际集团(ing)深度50μm /传递;这个喂养深度大于的磨料颗粒大小的砂轮年代。因此,硅晶圆表面移除和table-feeding速度从根本上减少和磨削力下降。table-feeding率随着喂养深度的增加而减少磨轮没有去self-dressing影响下,abrasive-grains的边缘变得沉闷,轮之间的接触面积和标本增加了。这意味着喂养率改变取决于磨削条件。These结果年代证明假设constant-force-feeding磨削系统控制进食速度不同磨削条件。 磨削力年代之间的砂轮年代和标本easily控制领导。因此,过度使用武力年代在地面消除。测量参数年代允许来计算专家吃了的能源需要删除一定数量的样本,即。比磨削能(上海黄金交易所的)。的上海黄金交易所的计算的比率测量磨削力和轮子的产品吗速度体积去除率见方程(2)[12]。  (2)
(2)
在哪里Ft切向力,V年代车轮速度,Vf去除率。图4显示的关系船之间上海黄金交易所的与喂养深度。的上海黄金交易所的成为常数在喂养的深度超过10μm /通过图5显示了关系船之间最大粗糙度(Ry)与喂养深度。不改变表面粗糙度在不同的深度。此外,这个最大的表面粗糙度的孔隙大小相同的值(2O3),少于4μm(硅晶片)对于任何给定的喂养深度。这些结果也证明的恒力- - - - - -喂磨系统做不生成过度使用武力年代地面。 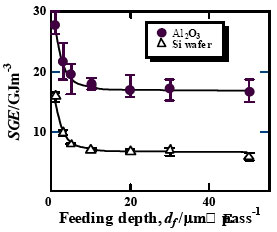
图4:比磨削能(上海黄金交易所的)成为常数在喂养的深度超过10µm /通过。 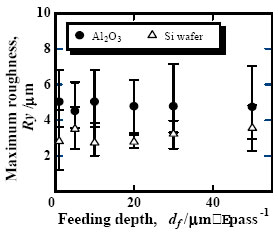
图5:类似的最大表面粗糙度(Ry在不同的深度()df)。 图6显示了扫描电镜照片的侧视图硅片(左)和sinterd-Al2O3(右)之前和之后。最后,我们可以磨0.5毫米厚度的硅晶片40μm和的sintered-Al2O3从1毫米厚度40μm×只有一步的磨不到50分钟。 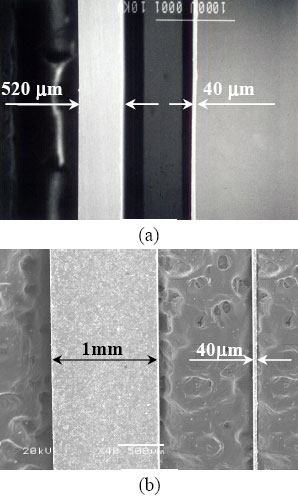
图6。扫描电镜照片的侧视图硅片和烧结2O3前(左)和一次走刀后的地面(右)。(一)硅晶片:一次走刀磨减少到40µm从520年µm厚度只有50分钟,(b)烧结氧化铝:40µm从1毫米厚度为90分钟。 结论在这项研究中,constant-force-feeding研磨系统评价为增加荷兰国际集团(ing)损害年代与研磨率高为硅片和烧结2O3。磨削力的烧结2O3不断增加的喂养深度增加。T他磨的硅晶片,然而,减少进食深度增加超过30μm /通过。T他不同的力s是相对差造成的砂轮的结合强度年代关于删除所需的力2O3或硅晶片。g皮轮磨损为烧结铝2O3随着喂养深度的增加迅速增加,但如果晶片做了不常e。这些结果表明粘接强度磨轮,e。g。,磨料——之间的结合强度谷物和焊接材料,焊接材料之间的战斗亚博网站下载自己比研磨硅晶片和弱于烧结艾尔2O3。因此,砂轮表面被同时地面烧结2O3表面。因此磨削力不断增加;这是self-dressing的效果到砂轮年代。另一方面,的使用砂轮年代有足够的粘接强度磨硅晶片即使在一个提要荷兰国际集团(ing)深度50μm /传递;这个喂养深度大于的磨料颗粒大小的砂轮年代。table-feeding率随着喂养深度的增加而减少磨轮没有去self-dressing影响下,abrasive-grains的边缘变得沉闷,轮之间的接触面积和标本增加了。这意味着喂养率改变取决于磨削条件和过度使用武力在地面没有创建。比磨削能成为常数在喂养的深度超过10μm /通过(Al2O3:大约17 GJ / m3和硅晶片:7 GJ / m3)。最大表面粗糙度(Ry)是通过激光共焦显微镜评估。最大的表面粗糙度不改变任何深度。最后,我们可以磨0.5毫米厚度的硅晶片40μm和的sintered-Al2O3从1毫米厚度40μm×只有一步的磨不到50分钟。 确认作者希望表达他们的感谢日本政府部分支持这项工作通过阁下的21世纪中心(COE)计划的教育部,文化,体育,科学和技术亚博老虎机网登录 引用1。J.Y.沈,C.B.罗、高家俊曾庆红,X.P.徐和屈服强度高,“恒压陶瓷磨削条件下”,j .材料处理技术,129 (2002)176 - 181。亚博网站下载 2。香港Tonshoff, w . v . Schmieden Inasaki, w . ko和g .刺激“硅磨料加工”,《CIRP (Conf Int.倒拉de >刺激。),39 [2](1990)621 - 630。 3所示。t .根据h . Masumura k铃木和h奖赏,“镜子制造半导体晶片的方法”,欧洲专利申请,EP0782179A2,公报(1997)27。 4所示。马尔金和j·e·里特“陶瓷磨削机理和强度退化”,ASME, j .工业工程,111 (1989)167 - 173。 5。马尔金和t·w·黄“陶瓷研磨机制”,《CIRP (Conf Int.倒拉de >刺激。),45 [2](1996)569 - 580。 6。t . Shirakashi w·龚和t . Obikawa进程内的监控工具损坏的主动阻尼比的方法——行为与刀具磨损发展”,日本的j。Soc。精度是女士。61 [12](1995)1750 - 1754。 7所示。m·e·r·索和a .想一想大肠迪尼斯那样不知满足、关联刀具磨损、刀具寿命、表面粗糙度和涂层硬质合金工具振动在精车”,穿173 [1 - 2](1994)137 - 144。 8。j·h·安·h·s . Lim的中国人和t·萨塔”加工过程/刀具磨损监测系统基于实时声音识别”,日本的j。Soc。精密工程,60 [8](1994)1144 - 1148。 9。c . r . Heiple s h .木匠,d . l . Armentrout和a . p . McManigle”声发射从单点Machining-Source机制和信号变化与刀具磨损,材料评估、52 [2](1993)269 - 274。亚博网站下载 10。h . Takeshita和i Inasaki铣削过程的监控与声发射传感器”,日本的j。Soc。精密工程,59 [2](1993)269 - 274。 11。a .想一想大肠迪尼斯那样不知满足、j·j·刘和d . a . Dornfield”相关工具,工具,磨损和表面粗糙度通过监测完成将声发射”,穿,152 (1992)395 - 407。 12。答:中国人,“Kou-nouritsu Kou-kensakuhi Takoushitsu Daiyamondo Toishi没有Kaihatsu”,日本长冈科技大学博士论文,(1998)(在日本)。 详细联系方式
Koji Matsumaru Hyunjin Kim和Kozo Ishizaki 长冈Gijutsu-Kagaku Daigaku
长冈理工大学
940 - 2188年,日本。 电子邮件:(电子邮件保护) |
Atsushi的中国人 Nano-TEM有限公司
Shimogejo 1 - 485,长冈,新泻
940 - 0012年,日本 |
|