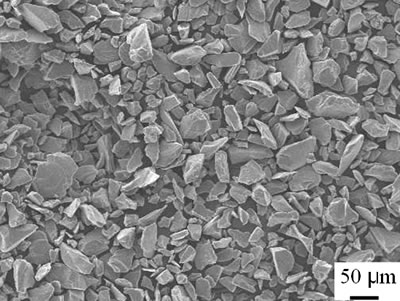
介绍热喷涂技术正在增加利益越来越令人利益,因为它提供了制备大型活性涂层的可能性,这可以表现出与具有相当复杂的形状的基材的优异粘附性[1]。事实上,等离子喷涂背后的原理是熔化原料(通常是粉末),并加速熔化的颗粒,直到撞击到基材上,在基材上快速凝固和沉积。yabo214等离子喷涂涂层的显微组织和性能不仅取决于加料粉末的特性,而且还受各种工艺参数的显著影响。之中所有参数在等离子喷涂,喷涂功率和距离是的影响涂层组织和性能的两个主要和重要因素。 等离子体喷涂TiO2涂层硬度高、密度高、延展性好,与基体粘结性好[2,3)。该涂层已被用作轻型轴承的材料,如轴轴承套和泵密封,以抵抗磨损[4].在这项工作中,五个TiO2涂层沉积,随着喷射功率和距离而沉积,而其他喷射参数是固定的。研究了两种等离子喷涂工艺参数对涂层相含量、粉末沉积效率、表面粗糙度和孔隙率等微观组织及显微硬度的影响。 实验商业TiO2粉(美国Sulzer METCO Inc. METCO 102)用来沉积涂层样品。粉末从烧结和破碎过程中获得呈不规则的棱角状,粒径约为20-50µm,如图鲁德1.
|
图1所示。扫描电镜显微照片TiO的2粉年代。 |
在常压条件下,使用Metco A-2000常压等离子喷涂设备和F4-MB等离子枪(Sulzer Metco AG, Switzerland)对未加热的基材进行喷涂。app亚博体育粉末用双系统10-V(瑞士等离子技术)喂食。喷涂层厚度为w作为大约350 - 420µm。不锈钢基材(50毫米×20毫米×2在喷涂前用丙酮超声脱脂,用氧化铝磨料喷砂。用不同的喷涂功率和距离沉积五种涂层(T能够1),而其他沉积参数保持尽可能恒定。通过改变H的流量来调节喷涂功率2气体和喷涂电流。 表格1.喷涂权力和距离为TiO2涂料.
|
1 |
120 |
40.2 |
2 |
120 |
42.6 |
3. |
100 |
42.6 |
tio2的晶体结构2涂层使用Cu Kα操作的x射线衍射仪(Rint 2000, Rigaku, Tokyo, Japan)进行研究(λ=0.154056 nm)辐射。衍射角2θ的分析范围为10°~ 90°,步长为0.04°。观察了起始粉的形貌通过扫描电子显微镜(SEM; JSM 6400,JEOL,Tokyo,Japan),而这些涂层的表面形貌为获得的光学显微镜(Olympus OLS 1100, Olympus,日本)。在光学样品的制备中使用了标准金相程序。利用灰度值分析原理,利用图像分析技术确定孔隙度。涂层的表面粗糙度用Form Talysurf Plus表面粗糙度测试仪(Rank Taylor Hobson, Leicester, England)测量为Ra。对TiO抛光表面进行了维氏显微硬度测试2涂层的正常载荷为2.94 N,停留时间为15 s。所有报告的显微硬度值均为20个压痕的平均值。为了避免应力场的影响,保持两个压痕之间的距离大于压痕对角线[5]的3倍。 结果与讨论效果年代祈祷ConditionsP哈哈C用对X射线相分析进行了se涂料如图所示鲁德2.由于涂层的快速凝固,涂层均表现出金红石稳定相结构。同时,有少量锐钛矿相含量保留以最低的喷涂功率喷涂涂层,如锐钛矿在400-1200℃转化为金红石℃并且粉末开始在温度下转化为金红石>900℃[6]。本研究结果可能暗示TiO2原料是米olten而且只有一个少量喷涂功率较低时,出现原始锐钛矿相。同时,亚稳态锐钛矿阶段可以出现从颗粒在等离子体射流中飞行时达到的液态状态[7],距离较远可能是样品5中锐钛矿相存在的原因。X射线衍射图表明喷涂功率和距离的变化对TiO的晶体结构有影响2涂层。

|
图2。XRD光谱of TiO2涂料。 |
效果喷涂条件对沉积效率的影响沉积效率定义为涂层重量与总原料重量的比值。图3显示了TiO沉积效率的变化2粉末与喷涂功率(图3a)和喷涂距离(图3b)的关系。结果表明,tio2的沉积效率明显提高2涂料取决于这两个参数。在研究的喷涂参数范围内,随着喷涂功率的减小和喷涂距离的增加,沉积效率从65.1%下降到54.7%。当喷涂功率为40.2 kW时,沉积效率为56.3%,当喷涂功率为43.8 kW时沉积效率最高,为65.1%。


|
图3。喷涂功率(a)和喷涂距离(b)对TiO沉积效率的影响2粉。 |
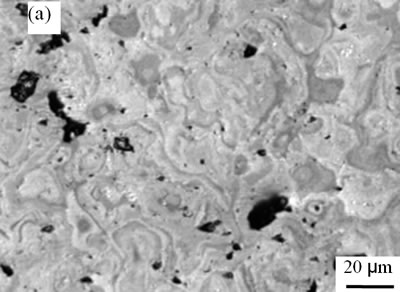
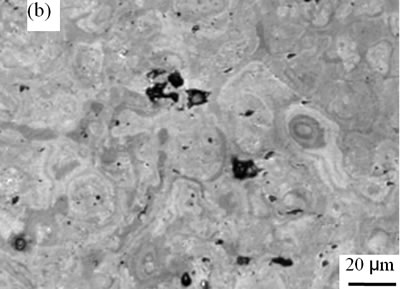
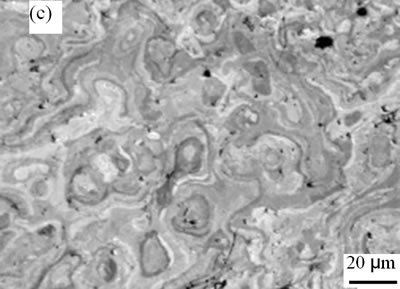
通常,喷涂功率越大,喷射距离越短,沉积效率越高。传统粉末的熔融程度与喷涂功率密切相关。在喷涂过程中,未熔化的粉末会从基体中脱落,因此在43.8 kW喷涂功率时沉积效率最高,达到65.1%。当喷涂距离减小到100 mm时,由于喷涂粉末的飞行速度增大,沉积效率提高。 喷淋C效果干燥处理对微观结构图4为TiO的光学显微图2涂层在喷涂功率的不同值下沉积。可以看出,微观组织与喷涂功率明显相关。当喷涂功率最低时,气孔尺寸最大,如图4(a)所示。喷涂功率越大,沉积的样品组织越好,如图4(b)和图4(c)所示。
|
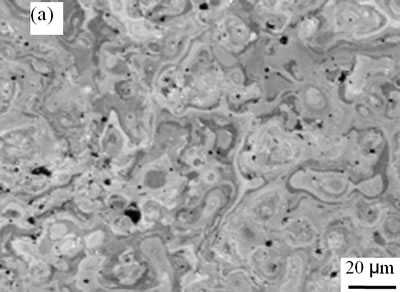
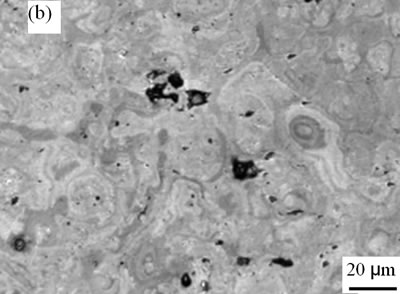
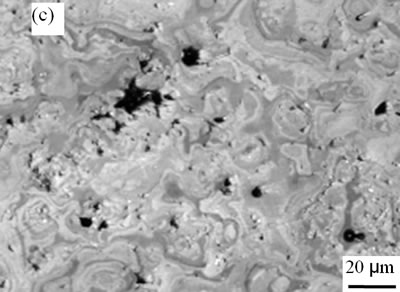
图4。等离子体喷射TiO的表面形貌2喷涂距离120mm和不同喷涂功率下的镀层;(一)40.2k42.6 W, (b)kW和(c)43.8kW。 |
喷涂距离对TiO的微观结构有明显影响2如图5所示。随着喷涂距离的增加,气孔尺寸增大。图6显示了喷涂功率(a)和喷涂距离(b)对TiO孔隙率的影响2涂料。喷涂功率越大或喷涂距离越短,气孔率越低。
|
图5。等离子体喷射TiO的表面形貌2在42.6 kW喷涂功率和不同喷涂距离下沉积的涂层;(a) 100毫米,(b) 120毫米,(c) 140毫米。 |


|
|
图6。喷射功率(a)和喷射距离(b)对等离子喷涂TiO孔隙率的影响2涂料。 |
|
产生微观结构差异的原因是微观结构的差异熔融学位的TiO2粉年代等离子体过程中熔液的速度TiO2粉年代当他们影响底物。涂层是由单个颗粒撞击、变形、然后迅速冻结而形成的薄片堆积而成。yabo214可能预期在撞击之前的熔化水平和更高的粒子速度,可以更好地变形,导致板层之间更好的粘结结果荷兰国际集团(ing)在较低的孔隙率。当权力增加,所有粒子都是yabo214几乎完全米olten当它们到达底物时,就会形成片状物,片状物可以密集地堆积起来。反之,当等离子体功率较低时,粉末含量较少熔融,大多数颗粒在到达基材时以碎片的形式掉落,形成未熔化的小颗粒。yabo214喷射距离与熔粉速度密切相关这些撞击目标衬底。因为熔融粉末的速度的喷射距离为100时等离子体流动毫米是不是发现了更高、更小的毛孔如图所示在图鲁德5(一个)。喷射态TiO中明显存在较大的孔隙2喷涂距离较长的涂层,如在样本所示在图鲁德5 (c)。这是环境冷却和长途飞行综合作用的结果。 它是只需要注意TIO的表面粗糙度差异很小2喷涂功率不同时,表面出现镀层;喷涂距离从100开始增加,表面粗糙度明显减小mm到140.mm,如图所示鲁德7.这种下降归因于较低的速度熔融权力实现。


|
图7。喷涂功率(A)和距离(B)对血浆喷涂TiO粗糙度的影响2涂料。 |
从图8可以看出,粗糙度越低,孔隙率越重要。这种行为可能是由于这样的事实,小颗粒可以更紧密地聚集在涂层中,从而导致低粗糙度。yabo214这个结果和伯杰凯勒的[7]是一样的。

|
图8。等离子喷涂tio2表面粗糙度与孔隙率的关系2涂料。 |
效果喷涂涂层微硬度的喷雾条件在这些TIO的维克斯微硬度上发现了类似的影响2涂料。图9为TiO的显微硬度值2不同参数下喷涂的涂层。结果表明,TiO的显微组织与显微硬度之间存在相应的关系2涂层。气孔率越低,显微硬度越高。这可以用显微硬度测量的原理来解释。在压痕过程中,压痕下会形成复杂的弹塑性场。孔隙率倾向于减少支撑负荷的有效面积,并且对强度有害。当样品中出现孔隙或等效缺陷时,其承载面积减小。可以安全地假设缺陷区域首先产生,从而集中菌株。然而,孔洞造成多轴应力状态,并在[8]附近引起局部应变集中。从图9看出,孔隙率的增加降低了TIO的显微性2涂料。


|
图9。喷涂功率(a)和喷涂距离(b)对等离子喷涂TiO显微硬度的影响2涂料。 |
的孔隙度的TiO2涂层取决于喷涂功率和喷涂距离,这两个参数对TiO的显微硬度都有影响2涂层。喷涂功率越高、喷涂距离越短的镀层,镀层的硬度越高一个较高的显微硬度。 结论所有结果表明,这等离子喷涂TiO的相含量、沉积效率、孔隙率、粗糙度等微观组织和显微硬度2涂层取决于喷涂功率和距离。它是清晰的所有的涂层工艺变量和产生的微观组织都强烈地影响涂层的力学性能。 确认这项工作是由ITEP 1005583在韩国项目支持。作者要感谢sunmoon大学技术创新中心经理young - durk Park先生在光学显微照片方面的帮助。 参考文献1.汗和弗雷。f.等离子体喷射沉积LaMOx(M Co, Mn, Ni)薄膜的结构、形貌及Co和C的催化氧化研究3.H8, J.合金化合物,190(1993) 209 - 217。 2.王英龙,靳远生,温世柱,“等离子喷涂陶瓷涂层滑动表面和亚表面的扫描声显微镜检测,穿,134(1989) 399 - 411。 3.一部关于戴春霞,李建峰,张玉峰,张平宇,“等离子喷涂TiO的磨损机理2抗不锈钢涂层”,磨损,196(1996) 238 - 242。 4.孟德尔松,“等离子体喷射TiO磨损的理论评估2灰口铸铁”,磨损,50(1978) 71 - 83。 5.利,林,伯恩特,”热喷沉积在压痕试验下的弹性响应",J. m.。陶瓷。Soc。80[8](1997) 2093 - 2099。 6.P. I. Gouma和M. J. Mills,”粉末的锐钛矿对金红石转化“,J.是。陶瓷。Soc。83[3](2001) 619 - 622。 7.N. Berger-Keller,G. Bertrand,C. Filiatre,C.莫尼耶和C. Coddet,”等离子喷涂二氧化钛涂层的微观结构。外套。抛光工艺。168(2003) 281 - 290。 8.C.H.Cáceres和B. I.销售,“Al-Si-Mg合金的铸造缺陷与拉伸性能板牙。科学。eng。,一个220(1996) 109 - 116。 详细联系方式 |