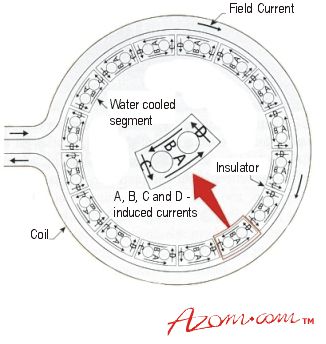
多年以来,精铸件的制造依赖真空弧回熔过程慢代价技术严重限制现代终端用户需要的先进投送能力开发特别是航空航天工业对大小构件技术设计需求极强,有些用于欧洲战斗机、空客A340和A3XX等程序飞行关键应用 迄今,这些方案的成功在规模增强方面给人留下深刻印象,但在维容度方面缺乏冶金完整性和改善因此,极需逐步改善精铸件的打拼、熔化和倒注工作,这项工作通常使用感应熔化过程,通常称为感应头骨再熔化 taram进程在欧洲,一家小公司Taramm正在满足需求,公司叫Tiraeet AlliagesMicroMules,它正在提供一种可行的生产能力,使用一种独特的组合冷火化熔化和离心辅助灌注过程核心是塔拉姆设计的特殊真空熔炉app亚博体育炉体搭建熔化加注设备并使用常规吸尘系统 传统单片铜熔化场加热圈中电流生成磁场 被磁场注销 磁场与熔化电流相关磁通量需要热熔金属电荷并不存在对比Taramm铜熔化图1分治,每一段冷却并隔绝相邻段下方电源设计引导电流环绕每个段,如箭头A、B、C和D所示,并允许生成导流,创建所需的金属电荷磁场
|
图1段冷熔和感应圈 |
金属快速加热,开始熔化并初始填充熔炉底部,小量重整并形成局部稀金属熔化近尾时,熔化金属电磁(Laplace)将它浓缩到熔化金属中心,并减少金属模接触,图2
|
图2外表剖面熔化 |
完全熔化后,电荷部分悬浮,并由于金属和熔化物最小热交换,金属变超热可控制负载权达5kgtaram技术因此提供巨大优势,即与无超热性VAR进程相比,可填充模薄段和熔化金属总流长恒定和强力调用电磁力也为最优化学和热同质性提供金属益惠 所需熔化金属温度实现后,熔化炉倾斜并倾入陶瓷模型高速旋转为了保持熔化温度,电源在整个倒水操作中应用 taram进程优缺点进模时,熔化钛立即受离心力约束模形孔因对熔金属持续增加压力并面向模形外直径而加速填充离心机效果加之钛超热性能,促进稀薄至0.5毫米段空洞填充并配有精细和表单离心固化直到钛固化满足式离心投影要求对称模 离心作用的另一个好处是,由于模版液态金属的抛物自由面,金属使用效率提高金属荷重量为每一种模组作仔细调整,以确保填充每一铸孔和它所填的'feeder',同时留下相当大比例中央下游无金属 技术有进一步的收益传统VAR进程要求使用定制电极适配试题,Taram进程则能使用假或滚溢价切分法,这是VAR电极成本的分数VAR中还留电极的余生电路熔化后,并结合覆盖熔化内面的Skull材料考虑原电极的很大一部分留置 迄今冷熔感应过程主要用于生产i6AL4V商业纯和tiuma镍基合金如IN718与流程兼容,因此无需使用不同类型的熔炉处理这些金属 taram投送过程超热和离心投射综合效果产生的金属流和填充性能使接收器前热温度与VAR过程相比大为下降预热成本较低,但最重要的是甲型积分因氧化成形金属沉积反应而大为减少其结果是,`化学磨机'目前成为强制表面清洗操作法清除alpha案例使用得少得多。允许保留更多表层和投法容度并更好地维护物理维度 工序有效从几克到2k形式细节定义性极强离心机施压并随后通过热异步按需增密度,投影很少或根本没有显示微缩微缩的证据,即使是微小微缩使用溢价质量熔化储存和taram开发的外衣坚固性壳模系统组合,在评估投影缺陷时提供良好的冶金完整性,如非金属融合电磁扰动消除隔离倾向,投影技术产生一致性粒度和结构图3显示投射导弹应用技术还适合于医疗业和休闲业等其他行业

|
图3火箭排气喷嘴减重加强 |
taram新炉子和离心倾注技术意味着这些行业的客户可以期望复杂网形极薄、精度维控、冶金性能与仿造相仿和极具竞争力成本小量或原型可使用快速原型技术制作,铝模式工具便于重复并持续生产大量 宜用钛性能导致精化铸件用于多种应用中,例如导弹制导组件要求扩展系数与玻璃非常相似、编织机低惯性钛穿梭器、空间探索高强度低温部件以及抗疲劳组织兼容外科植入表1举例说明可使用该技术服务的应用类型 表1tarim合金铸件使用
|
机机结构部件 |
交错板块 球迷压缩机轮子 门滑动板 僵硬机 |
AEO引擎组件 |
空气摄取器 泵机体 支持 |
医学移植 |
膝盖 臀部 脊椎 肩膀 |
导弹产业 |
喷嘴板 |
休闲产业 |
app亚博体育自行车零件 喷气滑雪螺旋桨 爬山设备 汽车 |
首饰 |
环形耳环 |
化学和ma内文i编织 |
瓦夫斯 住宅 配件 |
光学组件 |
低共效扩展 |
纺织业 |
惯性下降的航天飞机 |
空间探索 |
高性能低温 |
Taramm于2000年引进第二代炉子,将每模模的铸造产值从2.5kg提高至5gg新的炉子有2个吸管接合室,允许加载预热模版,而刚上映者则在吸尘器下冷却,进一步增加吞吐量开发出一种新的熔炉,经重新设计生成全浮电并具有创新的`pour'能力,正在等待专利新的炉子组合能使用100%充量金属和增模直径,提高离心机效果,保持taram大容量的填充能力 |