无滑移边界条件是流变分析中常见的假设条件之一,特别是对于毛细管流变仪中聚合物熔体的流动。在流体动力学中,这一假设意味着在毛细管壁(也称为滑动边界),熔体相对于边界或壁的速度为零。
对于牛顿流体,这个假设总是存在的。然而,对于聚合物熔体,特别是高分子量聚合物熔体,当壁面剪应力超过某一临界值时,它们可能会在毛细管模具壁面发生滑移。
这是一种不受欢迎的现象,被称为滑移;它降低了表观粘度。此外,它导致外观扭曲,意味着挤出物的表面开始变得粗糙。
在使用时,了解墙的滑移是很重要的用于流变分析的毛细管流变仪.由不同几何形状(不同直径)的不同模具获得的流变数据不匹配的原因之一可能是壁滑移。
计算壁面滑移速度和理解在试验条件下的滑移意味着有可能修正滑移效应的流变数据。在挤压工业中,壁滑移也是不可取的,因为它会导致挤压变形,改变最终产品的外观。
外观失真的强度可以从一个粗略的熔体断裂到失去光泽或鲨鱼皮。这些外观缺陷会严重影响产品的设计速度,这意味着对墙体滑移现象有一个清晰的了解是很重要的。
另外,有必要进行用于建模和模拟注塑过程的壁滑。壁板在小流动通道中更为显着,这意味着微注塑成型尤为重要。
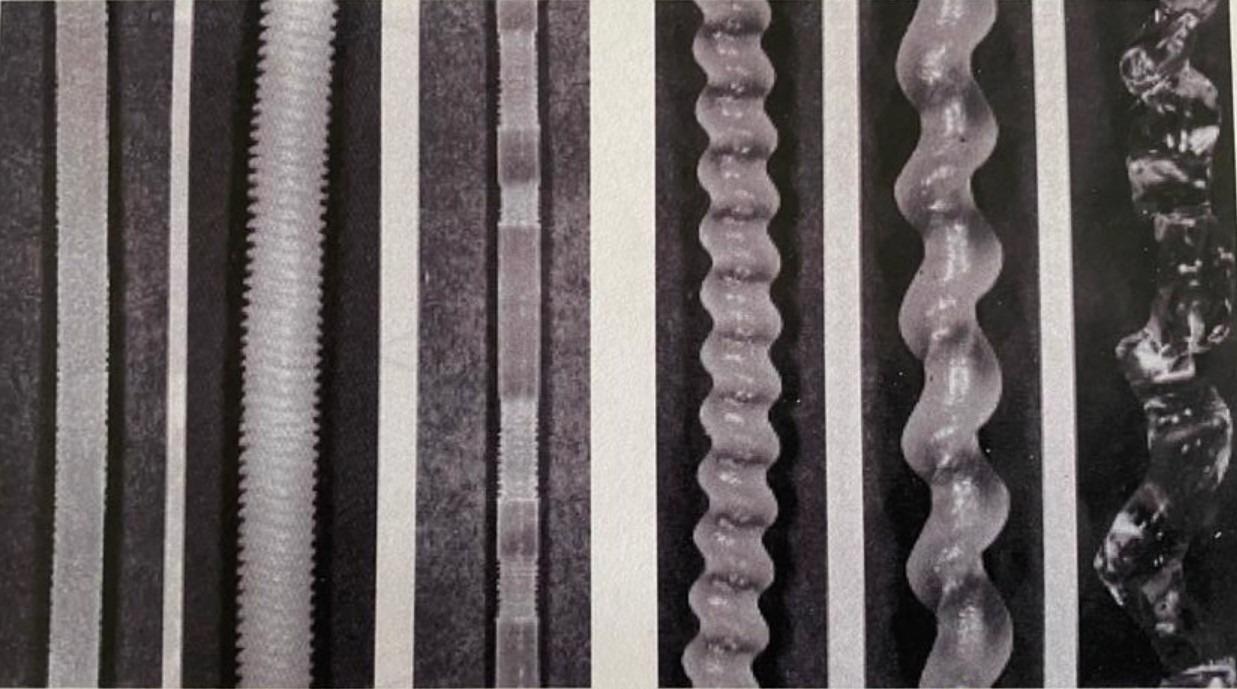
下面的图片说明了由壁面滑移引起的不同程度的挤压变形。左边的第一幅图显示了具有光滑表面的挤出物。
图像学分:Dynisco
第一次挤出的加工没有出现任何壁滑。然而,左边第二张图片显示了一个挤出物,它有某种表面粗糙度,形状不像螺纹。
这种温和的表面变形是由于与无滑动边界条件的偏差,并且被称为鲨鱼天。这是专门用于大于临界值的壁剪切应力,并且在高剪切速率下进行挤出时发生。
从左侧开始,第三个挤出物已在较高的剪切速率下进行加工;具体来说,剪切应力大于第二个临界值,并显示出粗糙和光滑表面的交替模式。
通常在高度缠结的线性聚合物中观察到这种类型的外观变形,并且由墙壁接口处的熔融聚合物链的振荡流动引起,称为摆动粘滑行为。
第四,第五和第六图像显示挤出物,其在更高的剪切速率下被处理;图像显示出称为螺旋和波浪挤出物表面的总熔体骨折。最终图像显示挤出物,其具有由高强度壁滑动引起的混沌表面,或者速度曲线变为几乎是塞流。
对于分子量分布窄、分子量高的聚合物,壁滑移问题尤为突出。在两个关键应力阶段,这些聚合物可能同时经历弱滑移和强滑移。
这种从弱滑移到强滑移的转变可能导致聚合物流动曲线上的不连续。另一种说法是,流动曲线的不连续可能是弱滑移(通常发生在0.1 MPa左右的剪切应力)向强滑移(发生在0.2-0.3 MPa左右)转变的信号。
在聚合物/壁界面处的一些链的分离是线性聚合物弱滑动的机理。然而,强滑链的机制是聚合物链的突然体积从已经吸附在壁的界面处的聚合物链中的聚合物链中。
对于分子量分布较广的聚合物和支链聚合物,流动曲线的不连续性(粘滑振荡流动)和从弱滑移到强滑移的转变可能不显著,甚至可能没有观察到。
滑移从这些聚合物的临界剪应力处开始,然后随着剪应力逐渐增加,直到速度剖面几乎变成塞流。
以下列出影响挤压变形和壁滑移程度和类型的一些因素:
-
工艺条件(温度,流速):降低流速或提高温度(或在较低的剪切速率下降低加工速度)可以降低挤压变形和壁面滑移的严重程度
-
模具几何形状(模具材料结构,进口角,长度,直径):减少模具进口角或增加模具长度或直径会减少挤出变形和壁滑。
-
聚合物分子结构(分枝结构、分子量分布、分子量、聚合物的化学性质):布拉德分子量分布、较低的分子量、以及分枝结构降低了挤出变形和壁滑移的严重程度。
墙壁滑动速度应该如何毛细管流变仪计算?
假设在墙壁上没有滑动,基于经典流体动力学计算的表观剪切速率(假设在墙上的滑动)如图所示:
 |
(equ。1) |
在哪里问:是体积流量(mm3/s), R死毛细管模具半径(mm),和ẏ一种为表观剪切速率(1/s)。
问:可以表示为模内平均速度的因子(V),如下图所示:
 |
(正式2) |
把方程2改写成方程1
 |
(装备。3) |
如果聚合物熔体在流动过程中不发生滑移,上述两个方程是有效的。然而,如果出现壁面滑移,V.需要被(V-V.S.):
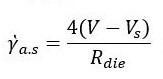 |
(装备。4) |
在哪里ẏ作为当滑动发生时是明显的剪切速率,而VS.为壁面滑移速度。将式3代入式4:
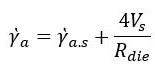 |
(装备。5) |
当出现壁面滑移时,由式5可知,聚合物熔体的流动曲线将是模具半径或直径的函数。
为了计算壁面滑移速度,需要执行以下步骤:
-
使用一套不同半径但L/D不变的模具(以保持压力的影响恒定),产生一系列的流动曲线。
-
在给定的剪切应力值下,使表观剪切速率与逆半径的曲线形成。这个曲线称为mooney plot。
-
给定剪切应力的滑动速度将是绘图斜率的四分之一(门尼图)。
-
在其他剪应力下重复试验,计算每个特定剪应力下的滑移速度。
-
绘制滑移速度与剪应力的关系图。
下图显示了Dynisco的数据毛细管流变仪(LCR)用于测量壁滑移速度使用不同套的模具。使用三组不同直径的模具(1mm、2mm和3mm)获得了流动曲线。对于每个模具直径,选择了4、10和20三个L/D比率。
所有实验都是在温度为190°C、剪切速率为10-290 1/s的条件下对线性低密度聚乙烯(LLDPE)材料进行的。亚博网站下载图1显示了每组模具的流动曲线(步骤1)。
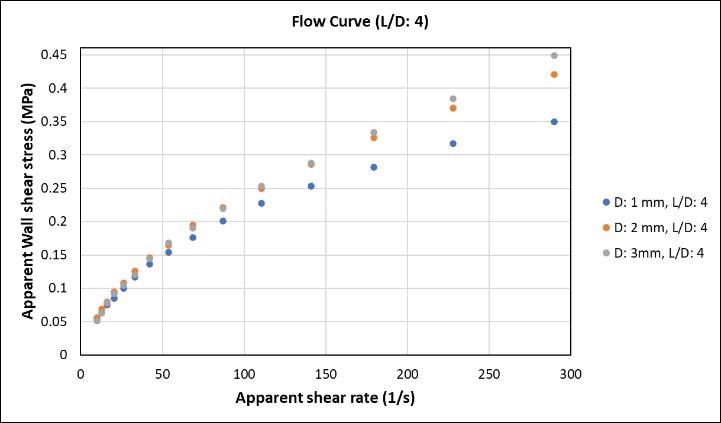
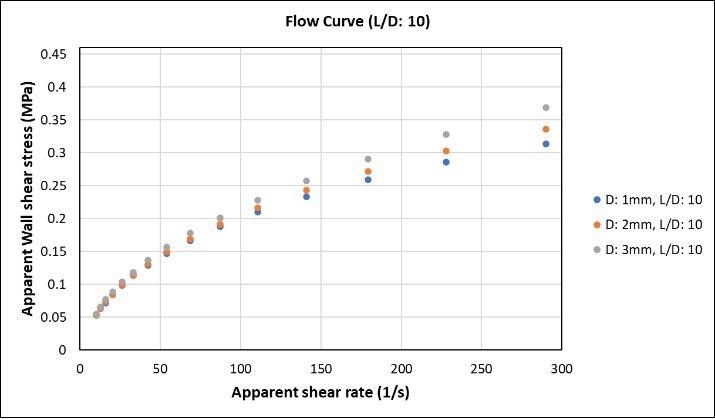
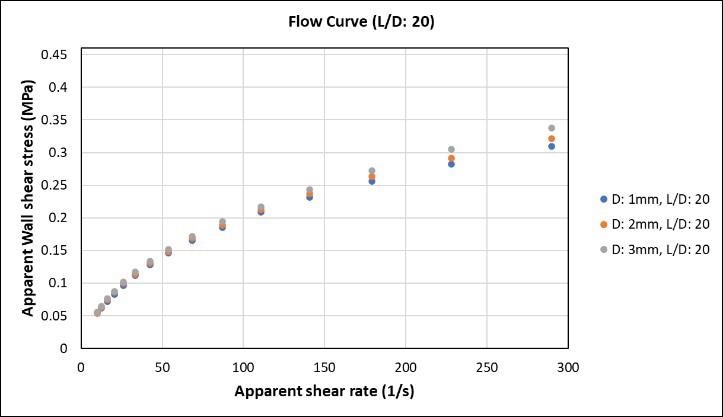
图1。LLDPE材料在不同模具下的流动曲线。亚博网站下载图像学分:Dynisco
月球图如图2所示。这些是明显的壁剪切应力与各种壁剪切应力不同L / D的逆半径以及使用各种模具,如步骤2所示。
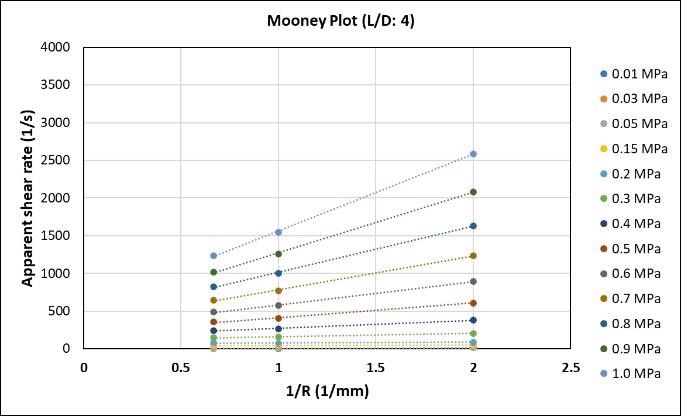
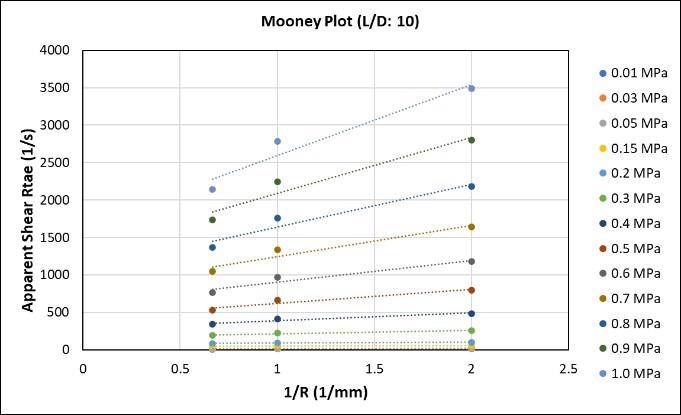
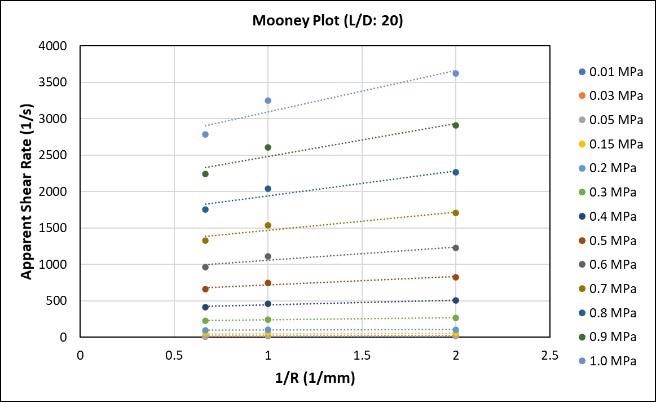
图2。穆尼情节。图像学分:Dynisco
增加剪切应力也增加了拟合线的斜率,表明壁滑速是剪切应力的因子,并且随着剪切应力的增加而增加。
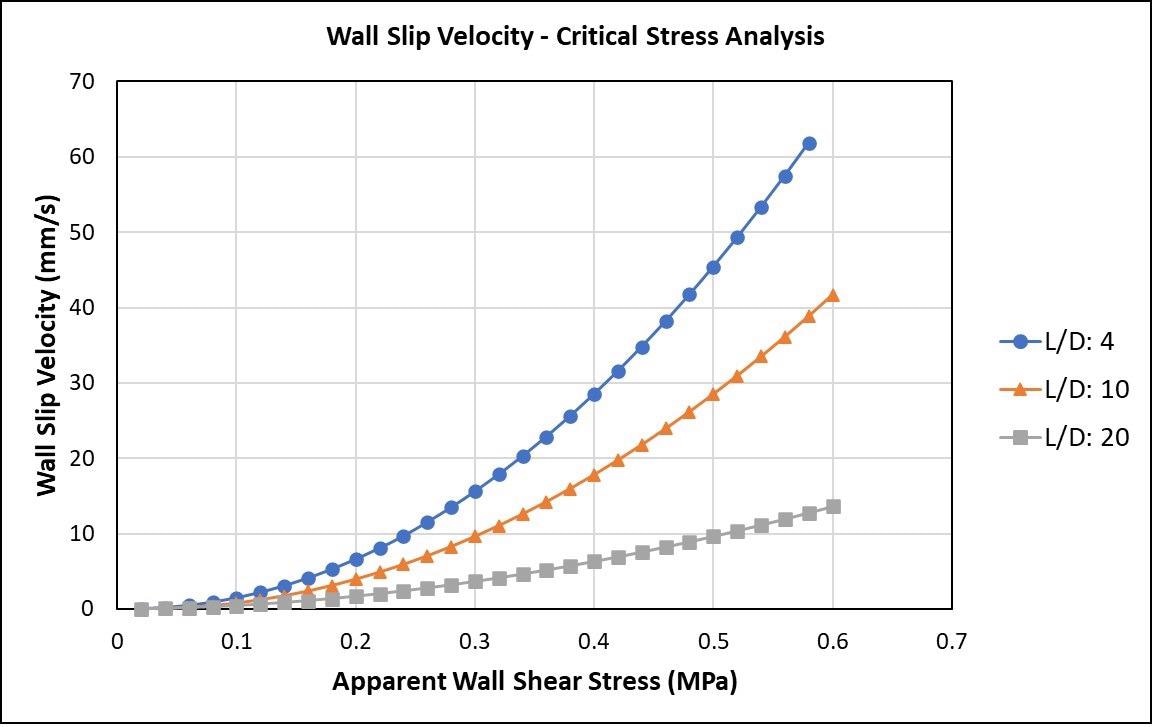
图3。壁滑速图与明显墙面剪切应力。图像学分:Dynisco
图3显示了具有不同L / D的三组模具的剪切应力与壁滑速的曲线图。
可以使用图3来理解临界剪应力和计算壁滑移速度。如图所示,在模具的特定剪应力(临界剪应力)下,壁滑移速度开始急剧增加。
参考
-
Filip,P.,Hausnerova,B.,Sanetrnik,D.和Hnatkova,E.,2019年5月,5月。高度填充的粉末注射成型化合物的壁滑依赖性毛细管模具几何形状。在AIP会议课程中(第2107号,第1号,第1页,第030005)。AIP发布LLC。
-
Aho, J., Boetker, J. p ., Baldursdottir, S. and Rantanen, J., 2015。流变学作为评价创新剂型熔体加工性能的工具。国际制药杂志,494(2),第623-642页。
-
Hausnerova, B., Sanetrnik, D.和Paravanova, G., 2014年5月。高填充粉末注射成型化合物的壁滑:流道几何形状和粗糙度的影响。在AIP会议论文集(1599卷,第1期,518-521页)。美国物理研究所。
-
Sajjadi,S.P.,2016.模具材料的影响对新型聚合物加工助剂亚博网站下载对鲨鱼素属性的影响。材料科学与化学工程,4亚博网站下载(9),亚博老虎机网登录PP.17-27。
-
陈,Y.,罗,W.,李,Y.,Zou,H.,Liang,M.和Cao,Y.,2014年。聚乙烯树脂中的熔体流动造型。聚合物科学系列A亚博老虎机网登录,56(5),PP.662-670。
-
Dealy, J.M.和Wissbrun, k.f., 2012。熔体流变学及其在塑料加工中的作用:理论和应用。施普林格科学与商业亚博老虎机网登录媒体。
-
Hatzikiriakos S.G。2012。熔融聚合物的壁滑移。高分子科学进展,37(4),pp.624亚博老虎机网登录-643。
-
赫里斯托夫,塔卡克斯和维拉科波洛斯,2006。高填充HDPE/木粉复合材料挤压过程中的表面撕裂和壁滑移现象。聚合物工程与科学,46(9),pp.1204亚博老虎机网登录-1214。
-
钱鲁达、钟文荣、陈南正,2005。考虑壁面滑移效应的聚合物熔体微通道流动流变行为研究。微工程学报,15(8),p.1389。

此信息已采购,从Dynisco提供的材料进行审核和调整。亚博网站下载
有关此来源的更多信息,请访问Dynisco。