炼油厂样品是原油分馏过程中产生的一系列碳氢化合物(芳香族、多环族、脂肪族等)的组合。
它们的粘度、燃烧行为和沸腾间隔也同样不同。这使得验证所有类型的矩阵的可重复分析结果变得复杂。
水平模式分析与船进气道是唯一合适的技术,以减轻基体效应,如不完全燃烧或结果太低。与垂直运行方式相比,随着分析时间的增加和燃烧响应的优化,许多操作人员不喜欢水平运行方式。船艇程序必须为每个矩阵数量和类型创建。
测量质量通常是期望的样品吞吐量(分析速度)、测量值的离散度和分析时间之间的折衷。除了氯和硫,氮是另一个需要测量的关键参数。
为了质量和过程控制,必须在大范围内确定TN含量。在炼制过程中,TN的痕量是重点,可能会产生不良的副产物,并对催化剂造成毒害,但原料分析和产品控制必须涵盖更大的浓度范围。亚博网站下载
对于基质,如真空残留物,HC饲料,和原油,含量达到wt%范围是普遍的,但这也是高性能发动机油和润滑油的情况。多EA 5100直接设计用于在水平模式下高效、简单地测量复杂矩阵中广泛的总氮含量。
将有效的气体净化和干燥与高灵敏度的hiperss CLD和无催化剂高温燃烧相结合,在同一设备中实现了高达10,000 mg/L浓度的氮的直接测量。
亚博网站下载材料和方法
样品和试剂
对各种炼油厂和相关样品(柴油、润滑油、加热油等)进行了研究。
- 校准标准试剂盒氮(Analytik Jena, art .-不。: 402-889.075, 402-889.162, 402-889.165)。
- 异辛烷(C8H18) Suprasolv®,GR为气相色谱(Merck Art.-No.:1.15440.1000)。
- 吡啶(C5H5N), GR用于分析(默克公司art .-不。: 1.09728.0100)。
样品制备
如果样品粘度小于10 cSt,且元素含量在分析仪的操作范围内,则直接对样品进行分析。
不符合这些要求的样品用邻二甲苯或异辛烷稀释,以改变相应操作范围的元素含量。允许一致的样品供应使用MMS液体取样器。
校准
采用异辛烷中吡啶(N)的液体校准标准,在较宽的浓度范围内对分析系统进行校准。
由于测量前消除了干扰成分,燃烧过程得到了优化,因此不需要矩阵相关的校准策略。用一系列浓缩标准品进行校正。
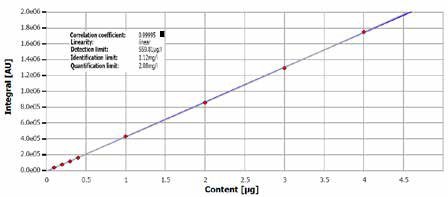
图1所示。样本校准TN上量程,曲线包括统计。
仪表
一个多EA 5100进行了测量,采用hiperss化学发光检测来测定氮。
通过使用MMS多基质取样器和ABD(一种带有冷却样品引入区的自动船驱动装置)提供的液体套件,样品引入是完全自动化的。这提供了最佳的分析结果和高样品吞吐率,即使是复杂的组成或更高的粘度的样品。
采用横向操作模式进行分析。使用MMS的液体模式,将样品直接注入位于ABD内部的石英样品船中。
样品喷射后,ABD将装入装载的船舶转移到燃烧管的热区中。在高达1050℃的温度下进行双相,无催化燃烧程序。
在该方法的第一阶段中,较重的样品组分的热解和挥发性组分的蒸发在惰性气体流中发生。然后将形成的气态产物燃烧在富氧的环境中。
在第二阶段,纯氧用于定量氧化较重的非挥发性样品组分以及形成的热解产物。火焰传感器技术确保样品矩阵的每个组分接收均匀的蒸发和定量燃烧。
这有效地防止了系统污染,不完全燃烧和低质量的分析结果(散射,或过低的结果)。理想的条件产生于测量任何类型的矩阵,甚至是未知的矩阵,与引入的量无关。
对于元素含量高、未知样品、反应剧烈的样品或不同材料(如聚合物、残留物),特别推荐采用水平操作。亚博网站下载它也适用于任何易于处理和元素含量较低的样品。
具有特色的自动保护系统提供最佳的操作安全性,例如气溶胶和粒子捕集器,以及形成的NO的总转移x反应气体充分干燥后进入CLD。多重EA 5100的检测限低至10µg/L N。

图2。multi EA 5100与ABD和MMS水平运行模式。
方法参数
对于所有的测量,使用分析仪的方法库中批准的方法。适用于沸点超过400°C或粘度增加的样品和液体的分析。
通过使用火焰传感器控制的水平模式,可以在最快的时间内获得最优的分析结果,而不增加维护工作。
适当的溶剂稀释(如二甲苯)可以优化注射性能,为过于粘稠的样品提供更高的处理速度,或者可以使用宽口径针。燃烧过程的参数设置总结如下表。
表1。工艺参数多EA 5100水平模式与火焰传感器技术。
| 参数 |
规范 |
| 炉内温度 |
1050°C |
| 冷却时间(船) |
240年代 |
| 二次燃烧 |
60年代 |
| 氩流(第一阶段) |
200毫升/分钟 |
| O2主要流 |
200毫升/分钟 |
| O2流(第二阶段) |
200毫升/分钟 |
| 制定 |
2µL / s |
| 注入量 |
40µL |
| 注射 |
3µL / s |
评价参数
使用常规方法设置。下表总结了参数设置。
表2。CLD检测参数。
| 参数 |
规范 |
| Max。积分时间 |
600年代 |
| 开始 |
十亿分之1.9 |
| 停止 |
十亿分之2.0 |
| 稳定 |
7 |
结果与讨论
被分析的样品是来自石化工业和炼油厂的最终产品和过程中间体。表3给出了测试标准和样品的三次重复分析的平均值。所有样品的进样量分别为40 μ L和40 μ L。
表3。用双炉法测定不同炼厂样品和标准品中总氮的结果。
| 测量 |
TN |
SD |
稀释 |
| 柴油 |
57.0毫克/升 |
±0.52 mg / L |
- |
| 取暖油C |
257毫克/升 |
±1.51 mg / L |
- |
| 肝癌饲料 |
1.38克/公斤 |
< 0.01毫克/公斤 |
在116年1 |
| 科克石油 |
1.40克/公斤 |
< 0.01毫克/公斤 |
在122年1 |
| 真空油 |
5.37克/公斤 |
±0.05毫克/公斤 |
在100年1 |
| TN标准品(c = 5.00 mg/L) |
5.00毫克/升 |
±0.10 mg / L |
- |
| TN标准品(c = 1,000 mg/L) |
999毫克/升 |
±0.92 mg / L |
- |
一系列样品和标准的典型测量曲线如图3 - 6所示。
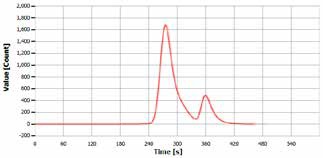
图3。“肝细胞癌饲料”(稀释)分析曲线。
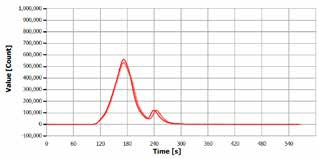
图4。“柴油”分析曲线。
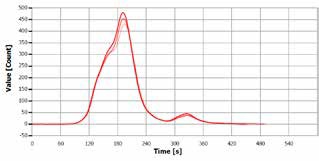
图5。“TN标准品5mg /L”分析曲线。
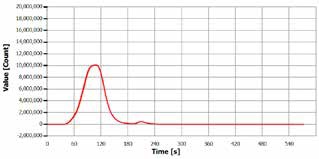
图6。“TN标准1000mg /L”分析曲线。
三次测定即可获得远低于3% RSD的结果。这极大地影响了处理样本所需的时间,从而使样本吞吐量更高。分析结果及其重现性证明了消化过程的有效性。
通过测量已知含氮量的标准材料,验证了分析系统的总体性能。亚博网站下载这些结果如表3所示。
如果需要,可以通过降低高浓度样品基质的样品数量来节省额外的时间。可以使用相同的检测和工艺参数。
结论
的多EA 5100与ABD结合使用,即使在具有挑战性的样品中,也可以为准确测量大范围的氮气含量提供有效而可靠的解决方案。
火焰传感器技术可确保在最有效的时间内获得最佳结果的任何基质,无论其燃烧特性或氮含量。这可以简化日常工作,有助于大幅提高样品吞吐量,同时降低维护和操作需求。
由于hiperss技术,在检测限低至30µg/L的氮气时,可以很容易地获得高达10,000 mg/L的测量范围。
有效的样品消化和快速的自动保护系统,以及高容量膜干燥器,提供了卓越的重现性,无论消化特性和组成或待分析的样品基质的TN浓度。
MMS液体进样器具有112个位置,易于实现高样品吞吐量,也可用于垂直和水平的进样方法。对于需要较低通量的应用,一种可能的替代方法是使用船注入(ABD)手工引入样品。
如果需要,分析系统可以升级,以分析进一步类型的基质,如固体和气体,或为进一步的参数和元素(如氯,硫,TOC,碳,EOX, AOX)的测定简单地添加一个合适的检测或取样系统。

这些信息来源于美国耶拿分析公司提供的资料。亚博网站下载
有关此来源的更多信息,请访问德国耶拿分析仪器公司。