激光束焊接是一种现代材料连接技术,它使用高功率密度激光在一起加热和熔化两种材料。亚博网站下载基于激光的方法可以实现更高的速度,较窄的焊缝,并且比传统的焊接技术更容易自动化。

图片来源:Aumm graphixphoto / Shutterstock.com
与传统焊接技术一样,材料在焊接区熔化,尽管基于激光的技术使用更快的加热和冷却周期亚博网站下载(图1)。
这些快速的热循环是由于裂缝形成的潜在原因。由于热应力和微观结构的变化而导致的裂缝形式,其产生不希望的或不均匀的机械性能。该区域被称为热影响区域(HAZ)。因此,HAZ中的高分辨率和高精度机械特性数据对于确保焊接质量和优化激光操作参数非常重要。
激光焊接广泛应用于电子和汽车行业,这些行业的焊接要求小、快速、精确和高度自动化。激光焊接所采用的激光光斑尺寸(≈200 μm)的固有尺寸产生的热影响区较小。
这通常过于精细,无法用光学显微镜和宏观/微观压痕技术(如罗克韦尔和维克斯)来正确描述。因此,纳米压痕和基于扫描电子显微镜(SEM)的表征技术相结合更适合于激光焊接的长度尺度。
本文采用纳米压痕映射和电子背散射衍射(EBSD)相结合的方法研究了410不锈钢激光熔覆在4140钢基体上,以评价熔覆过程中力学性能和组织的变化。
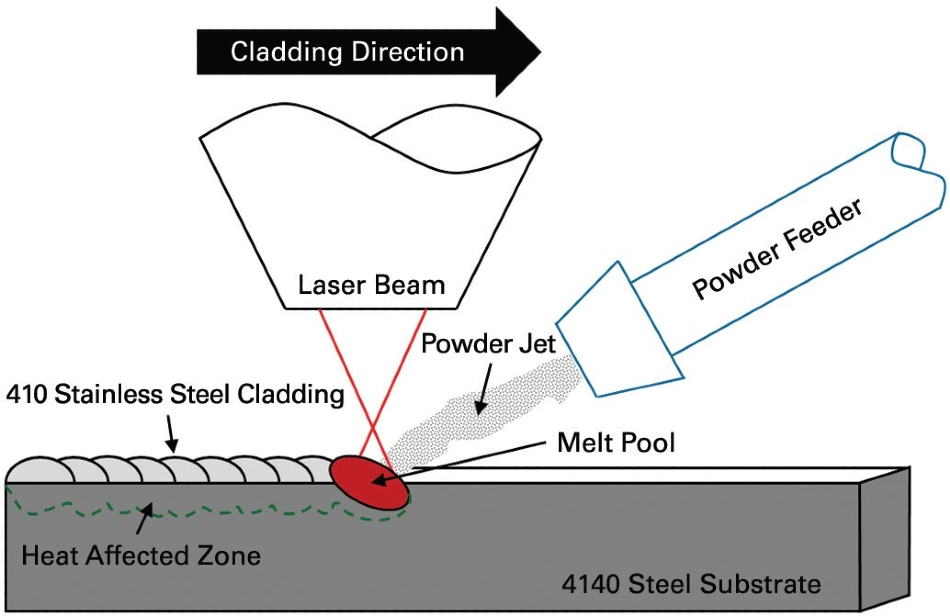
图1所示。410不锈钢激光熔覆在4140钢基体上的原理图。激光焊接会产生热影响区,导致焊接界面的力学行为和显微组织发生改变。图片来源:布鲁克纳米表面
实验
Bruker的Hysitron®TI 980 Tribolndenter®配备有钻石Berkovich探针,用于进行纳米凸缘实验。一系列Quasistatic加速财产映射(XPMTM值)网格的间距为500 nm,在34 μm × 34 μm的平方距离上,在400 μN的力下,进行了识别焊接界面的纳米力学行为(图2)。
EBSD实验使用FEI Versa 3D扫描电子显微镜和EDAX提供的Hikari EBSD探测器进行,研究激光焊接后钢的微观组织变化。EBSD图谱在20kev加速电压下采集,横向步长为200 nm。
为制备用于EBSD分析的样品表面,最后抛光50 nm的胶体sio22被使用了。为了确保纳米indentation和EBSD区域进行良好对齐,在30 kea加速电压和1na束电流下使用具有Ga +离子的聚焦离子束来切割信托箱标记。
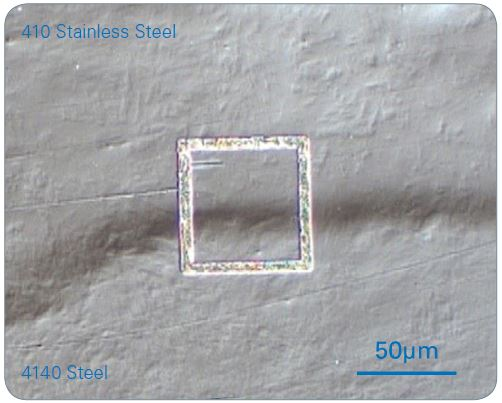
图2。410不锈钢/4140钢激光束焊接界面横截面的光学显微照片。纳米压痕是在聚焦离子束(FIB)烧蚀的正方形内进行的。注意:纳米压痕网格不可见。图片来源:布鲁克纳米表面
结果与讨论
图3a是焊接界面的2D模量图。焊缝弹性性能在空间上没有明显的变化。平均还原模量为218.5 GPa±17.5 GPa (N = 4356个凹痕)。FIB烧蚀正方形内缩进的位置如图3b所示。
图3c显示了410不锈钢测量≈8 GPa和4140钢测量≈5 GPa时,焊接界面硬度的变化情况。很明显,在焊接区硬度略高。这是这些马氏体硬化合金快速淬火的结果。
这些硬度和模量图与图4中的EBSD数据进行了比较。EBSD相含量几乎完全为α相(~85%),有分布均匀的渗碳体(8%)和马氏体(~7%)。图4c显示了EBSD反极图(晶体取向)图。
图像质量地图与标记的边界显示在图4d。图4c显示了焊缝区晶粒尺寸、形状和相对方向的一些变化。410不锈钢有稍小和较少的拉长晶粒。
然而,与4140钢基板相比,相邻谷物之间具有更大的取向变化。因此,410中的一些硬度增加可以归因于通过霍尔 - 竖起关系的减少的晶粒尺寸。这导致晶粒尺寸与屈服强度成反比(与硬度相关)。
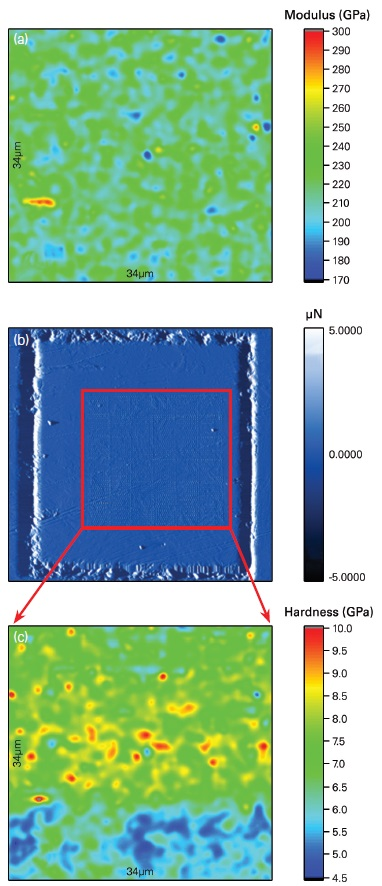
图3。(a)焊接界面二维简化弹性模量图;(b)图2中FIB烧蚀正方形内缩进的位置;(c)焊接界面的硬度图显示410不锈钢和4140钢之间的明显差异。图片来源:布鲁克纳米表面
以及不同的晶粒尺寸,图4D表现出增加的密度大于15o与4140钢基材相比,410不锈钢内的晶体无定位晶界。在抑制位错运动时,较高角度的晶界更有效。
增加的密度大于15o错向不仅支持不同类型材料的晶粒尺寸差异,还表明位错向邻近晶粒的传递更加困难。这是由于位错堆积尺寸的增加和位错相互作用导致的硬化。
结论
结合EBSD映射和XPM纳米endentation.在不锈钢钢焊接区中显示出相关的结构性质关系,其中高硬度归因于平均晶界角度和降低的晶粒尺寸。
总的来说,焊缝区域结构比较均匀,但也有一些区域具有较高的局部硬度。XPM映射的速度意味着可以在大约30分钟内执行近5000个缩进,分辨率和速度可与EBSD映射相媲美。
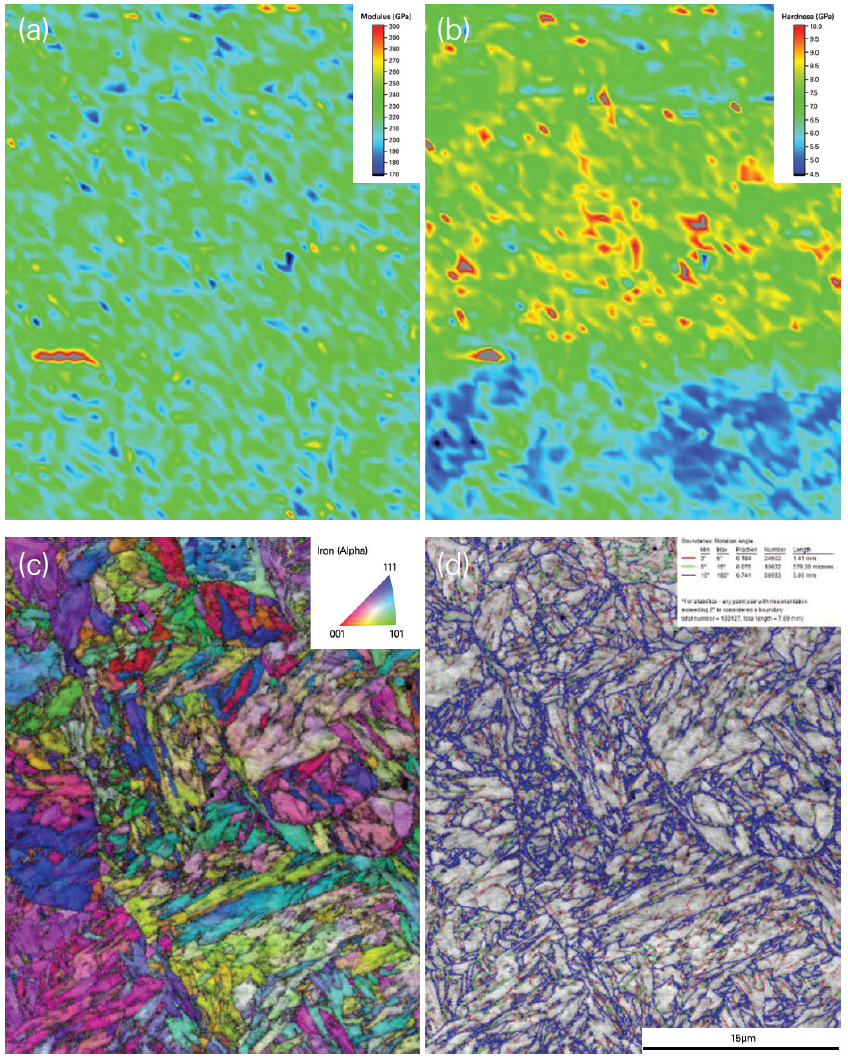
图4。(一)模图;(b)硬度地图;(c) EBSD反极图(即晶体取向);(d) EBSD图像质量图(即晶体取向偏差/晶界)。图片来源:布鲁克纳米表面
致谢
由Eric Hintsala亚博网站下载*, Jared Risan*和John Haake原创的材料制作+.
*力量
+Titanova公司。

此信息已采购,审查和调整Bruker纳米表面提供的材料。亚博网站下载有关此来源的更多信息,请访问力量纳米表面。