添加式制造或3D打印是自工业革命以来制造业最新和最轰动性发展之一技术基础主要是逐层编译并允许直接从计算机辅助设计软件等电子数据文档创建物理固化部件
AM技术提供许多设计和制造收益,如几何自由设计、短准备时间和无工具需求app亚博体育零件可按现场需求创建,因此美军和海军维护指令和实地设备的要求大有裨益
然而,一些问题仍然存在。亚博网站下载问题在于最终部分的质量(即测试机械故障)和使用一贯高质量金属粉启动材料保证最终组件质量粉密度变化可能导致粗糙、多孔和机械弱件
火药床法
火药床聚积过程目前是最常用的AM技术,用于航空航天和医疗移植行业,以创建复杂组件,内含紧度和表面容积并保持良好的机械强度
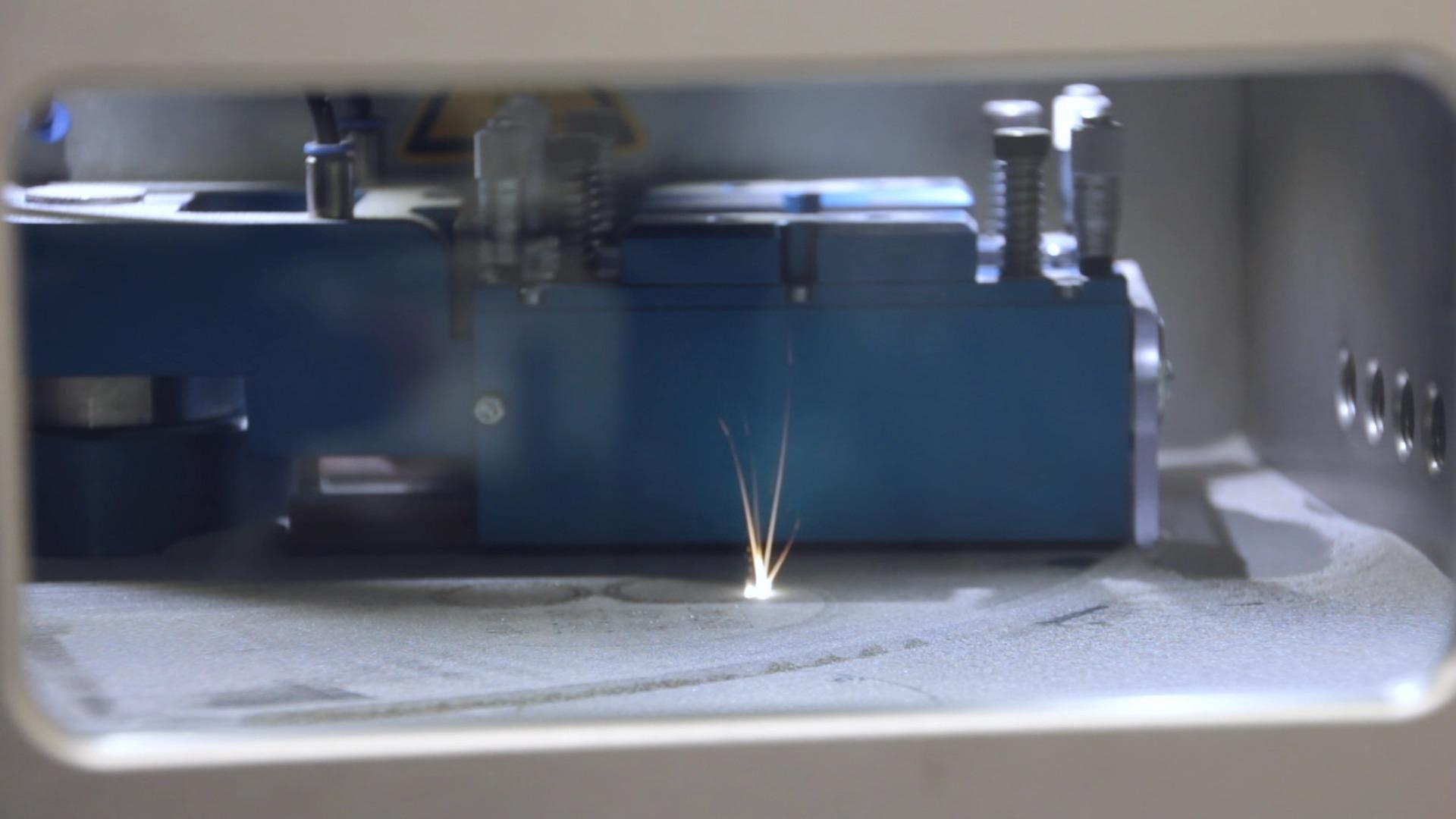
Powder-bed电子束熔化技术yabo214高能电子束作为一种移动热源熔化并熔化金属粉粒子并发生成每一层时,过程包括火药扩散、预热化以及套接合和孵化粉状扩散时用金属雷克均衡分布每一层粉状预加热使用单波束速度约15m/秒并带多通道扫描法在整个火药床表面稳定高温
紧接加热前相位后,轮廓/拉链熔化相位发生电波束跨火药层表面跟踪模型跨段轮廓并最后以低扫描速度扫描轮廓内侧
PB-EBM技术是少数能制造全密度金属部件的AM技术之一yabo214粉床聚积过程中,粉床粉层密度与粒子本身孔隙并发
定义火药床密度
正密度是物料固有属性,而表面密度则计及物料内任何隐性空白了解素材真实或表面密度对Am过程火药床编组和补丁运动以及漏洞或终端产品缺漏都至关紧要
测深密度和表面密度基本不反映粉层或粉床密度表面密度仿照散装粉状状态,并依据ASTMB212标准测量容积密度或打包密度等词解释火药床聚积过程的密度
测美中金属粉密度最理想方式是火药床密度少数尝试研究粉床密度,但没有当前标准用于测量挑战如下:
- 建立打印过程实际层密度
- 确定如何改进应用AM处理参数,以便实现最大粉状打包并实现高质量构件
另一种测量方法为批量密度(BD),主要受粒子形状和大小分布的影响BD对确定物料规范至关重要,还可以获取火药床结构的保证和火药流畅性信封密度是另一个有益的参数,它以样本几何体积为基础,便于描述最终产品特征,因为它能测量复杂异常终端产品量
上头AccuPycII 1340HliumPycnorm,GeoPyc1365信封和T.A.P密度分析器亚博网站下载微信允许工人们建立重要的密度和孔度测量标准,实现流程参数标准化,然后对提供商原材料进行认证并核准,并视最终产品质量为可能指标
整合AccuPyc测量真实密度意味着漏洞可快速易建两种工具使用非损耗测试技术,并用时可说明任何金属粉末总孔隙性
粉末密度变化
有几个因素影响AM进程结果的变异,即使假设外部影响不变最有效因素有激光/电子波束参数、过程环境(即过度湿度、惰性气体的存在)或金属粉本身条件(粒度大小、粒度形状、分布或可流性)。
可流性主要由粒子形态调节,是适合AM粉末的重要特征带理想粒度的球形粉保证流处理时最优打包密度,积极影响AM构件完整性和表面完成yabo214这是因为带球形粒子可实现最大相对密度
适合火药床流AM的批量程序通常使用称为气分解法实现最佳形态学yabo214获取用于AM的owders应重新检查电子显微镜(SEM)以显示它是否适合AM进程或它是否从进一步处理产生异常粒子球中得益
当前研究表明,高火药包装密度产生稠密组件,平滑设计面中度低包装密度似乎还提高液流对流由重力向下驱动强向下流往往会增强熔池流动不稳定性并形成“球性缺陷”。
球流发生时,选择激光熔化AM过程所形成的熔化池变异为不连续并破解分离岛增加可能机械缺陷和表面问题的可能性平均包装密度从38%提高至45%清除不连续熔池并创建平滑表层轮廓
火药床设计
yabo214粉粒沉积方式对AM至关紧要,以获取稠密部分
yabo214与其他形式的粒子相比,球状粒子拥有最大包装密度yabo214大粒子打包容量比小粒子打包容量高,因为重力相对粒子强度yabo214粒度分布较广粒子打包能力优于范围较窄粒粒子打包能力不同的火药床聚变机,如OS系统、Arcam系统、概念激光系统3D系统使用不同的火药传播方法,结果产生不同的火药床密度
当前粉盒密度使用硬封装器或软封装器为4755%,这同表面密度的打包容量相似。其余三维打印机使用滚动法传播并压缩粉末,据称粉床密度更高并构件质量更高诚然,如果火药床密度提高,处理时间会大大缩短。
结论
yabo214使用金属粒子添加制造是一种开发方法成功条件可严格化,并涉及数项因素。yabo214就金属粒子而言,压倒性问题在于粒子大小、可流性、粒子形状(视可能范围)和可实现密度,即粉末在交接或熔化前定位于每一层
金属粉末必须仔细改进应用微信仪有广度测量仪表,如水银渗透仪表和气元表,这些仪表是用于此目的最理想的
 下载三维打印白皮书获取更多信息
下载三维打印白皮书获取更多信息
参考并深入阅读
- XibingGong等,Powder-Bed电波-Beam-Meltingaditive制造
- Powder特征化、进程模拟和计量学,ASME早期职业技术杂志,2013年ASME早期职业技术会议,ASMEECTC,11月2日至3日,美国阿拉巴马州Birmingham
- 公十安卓火药光束生成技术评审ASME系统软自动化国际专题讨论会,ASME/ISCIE2012软自动化国际专题讨论会doi:10.1115/ISFA2012-7256.
- SlotwinskiJ/GarbocziE/StutzmanP/FerrarisC/WatsonS/PeltzM元电源制造特征国家标准技术学院研究杂志2014!119:460-493doi:10.6028/jres.119.018.
- 保尔AWebb量度测定粒子技术专家,2001年2月
- G.雅各亚博老虎机网登录et al.,测量火药床密度编译过程, 测量科技, 27, 2016, 115601, pp12
- QuyBauNguyena等,Power-Bedaditive制造特征,工程卷3,第5期2017年10月,第695-700页

亚博网站下载这些信息取自微信器公司提供的材料并经过审查修改
详情请访问微机仪表公司.