钛的加工要求注意清洁。并不少见的商店处理几个金属隔离区域特别是用于钛。钛应该是免费的区域留出空气草稿,水分、灰尘、油脂和其他污染物可能会发现进入或在金属上。 形成钛在室温下很容易形成,使用技术和设备适合钢。app亚博体育建立了正确的参数时,可实现的公差与不锈钢与钛及其合金是可能的。钛将帮助识别的几个特征易于形成: •钛及其合金的室温延性,以统一的伸长,通常是低于其他常见的结构金属。这意味着可能需要更慷慨的弯曲半径,降低钛拉伸成形性。热成形可能需要对严重弯曲或拉伸成形法操作。 •钛合金的弹性模量的一半左右。这将会导致重大的回弹后形成钛必须作出补偿。 •的磨损趋势大于钛不锈钢。他需要密切注意润滑任何形成操作中钛与金属接触(特别是滑动接触)死亡或其他成型设备。app亚博体育 准备形成钛表面通常是可以接受的形成作为从机接收操作。诈骗和其他表面标志,期间推出的处理,应该被酸洗或砂光。钻和锐利的边缘也应该提起之前顺利形成,防止边缘开裂。 冷成型缓慢的速度形成钛时应该使用。的程度就可以形成特定年级钛或合金在室温下是依赖于其均匀伸长率拉伸试验。均匀延伸率决定了最小弯曲半径以及最大拉伸合金可以维持不破裂。在这方面,退火1级,17)、11年级表现出最大的成形性。这些是紧随其后的是成绩2、7、16、3、4和5。弯曲半径对这些合金板和板的产品形式,按照ASTM规范定义(B265),表1中给出。最小弯曲半径为任何给定的等级的钛通常是大约一半的ASTM规定的弯曲半径等级。 表1。R伯父温度退火板和钛板的弯曲半径。更新Ibtisam Abbasi 12/04/22 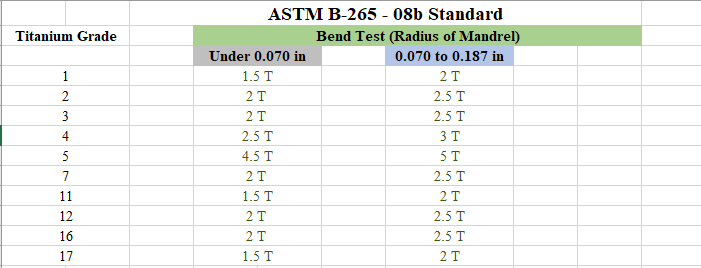
回弹15 - 25度的损失包括弯曲角必须预期,由于回弹后的钛形成。合金的强度越高,预期回弹度越大。回弹是由overforming补偿。热上浆的冷形成钛合金零件已成功就业。这种技术实际上消除回弹热上浆温度足够高时允许减压。 热成形钛的延性(弯曲性和拉伸成形性)随温度增加。因此,形成操作可以在更高的温度下,在室温下是不可能的。弯曲半径的高温退火的影响等级5表如表2所示。 表2。退火温度对最小弯曲半径的影响钛(ASTM Gr。5)表
|
70 (21) |
9 t |
400 (204) |
8 t |
600 (316) |
8 t |
800 (427) |
8 t |
1000 (538) |
6 t |
1200 (649) |
5 t |
1400 (760) |
3 t |
1500 (816) |
2 t |
的比例在温度为105°弯曲,弯曲半径厚度,T。 温度越高,越容易形成。回弹几乎消灭在形成五级1200°F (649°C)和力学性能不受影响。表面氧化变成一个因素在温度超过1100°F (593°C),迫使除垢操作。可以通过炉加热的热成形,辐射加热器或直接火焰撞击(轻微氧化火焰)。 当地的加热的金属在成形操作期间应避免以防止表面检查。津贴在工具设计热收缩的温暖形成钛零件可能是必要的。 画纯粹的钛可以吸引到的深度大于那些实现碳钢。等级1,11和17,大多数韧性,提供最好的压延性。合金,如五年级,延性较低,很难在室温下画。画钛前几个因素需要考虑:
•1。空白应该仔细去毛刺和边缘平滑。 •2。工具表面应打磨和绝对自由的泥土。 •3所示。空格应清洁无污垢和规模。 •4所示。适当的润滑应该应用于空白。 •5。大的回弹钛可能需要修改模具设计。 •6。缓慢的速度产生最好的结果。 在实践中,必须注意在钛的钛的画,因为胆的倾向。不仅难堪的火星表面的钛画的部分,但也可能导致失败的一部分在绘图操作。预防措施,因此,需要采取防止接触钛用工具和模具的适当的润滑。 画的润滑剂传统绘画与钛润滑剂使用通常是不能接受的。最有效的润滑剂似乎干膜融合脂成分类型。在干膜聚乙烯或聚丙烯或可剥离形式(0.003英寸厚度)已被证明是有效的。暂停三氯乙烯的丙烯酸树脂含有二硫化钼和PTFE(聚四氟乙烯)涂料也运作良好,出现生存超过一个画的能力。高压润滑油类型润滑剂在室温下也可能接受轻微的吸引。 与其它成形操作,钛的回弹特性需要被认可。工具可能需要用来补偿回弹,特别是如果画是在室温下进行。 更深了,低负载和低失真完成部分可通过钛热。温度范围在400°-600°F (204°-316°C)为纯粹的钛是最好的。钛合金,如五年级延性较低,难以吸引在室温下,通常可以热,900°-1200°F (482°-650°C)。热成形润滑剂一般包含石墨或二硫化钼和可能应用磷酸锌转换涂料。 管弯曲钛管是经常致力于传统管弯曲设备。app亚博体育心轴弯管工建议尤其是紧弯曲。雨刷模具和芯棒应光滑,润滑以减少钛瘿的倾向。应该缓慢弯曲。没有心轴需要更大的半径弯曲了。如果需要小半径弯曲,可能需要弯管在400°-600°F (204°-316°C)。应该考虑使用重墙管紧弯曲补偿变薄,发生在弯管的外边缘。 辊扩张最常用的方法,使管子/管板接头辊扩张。 辊扩张钛管成管表程序用于其他类似材料。亚博网站下载为达到最佳效果,管板孔应在指定的限制特马(管式换热器制造商协会)为壳管热交换器或指定的范围内黑(热交换研究所)蒸汽冷凝器表面标准。 确定扩张有三种常用的方法,确定正确的数量的扩张: 1。测量墙减少 2。模拟墙减少干扰 3所示。抗拔强度与扭矩曲线 上面的拉拔力试验是可取的。钛管的建议减少墙是10%。因此,在.028”管或.020”管,减少所需的是.0028”或.0020”。测量的一个小错误可能导致大量缺乏抗拔强度。 干涉配合的方法使用过盈配合的方法,四个测量是必需的: 1。管身份证 2。管壁厚度 3所示。管板孔直径 4所示。介绍过o。d。邓肯管 在这种方法中,增加地铁的身份证是用于确定理论降低壁厚。例如,考虑一个1介绍过o。d。邓肯“x .020”壁管: •管测量.964身份证” •管壁厚度.020” •管板孔直径1.010” •介绍过o。d。邓肯管测量1.004” 必要的内部扩大直径减少10%的墙是: •管身份证.964” •介绍过o。d。邓肯管之间的间隙和洞.006” •10%(减少墙。2x wall thickness) .004" •扩大管身份证.974” 这个方法不推荐,因为它需要精确的测量,它假定一个完美的圆管。它还依赖于管板孔不扩大。 转矩与退出的力量使用转矩与拔出强度曲线确定辊扩张的必要数量在增加。这是通过使用一个示例相同的材料和厚度的管板全尺寸的电容器和钻洞的间距和宽容为全尺寸的电容器或热交换器。 管样品大约12“长一端密封通过卷曲和焊接或焊接插头的一端管。然后管辊扩展到洞在不同的扭矩。通常的范围,这个测试是7到12英尺磅。 当使用转矩控制空气马达驱动扩展器,它是重要的,它是正确的校准。可以在现场或在实验室通过使用便携式普龙尼制动等Coleco功率管分析器模型P-15梳妆台生产的实验室。对薄壁管,与薄计领五辊机扩展器,如威尔逊72 d,推荐。拉拔力优势决定使用一个液压拉力试验机。 管可以从插端或推动的扩张。如果使用顶出方法,沙子等填充材料应放置在管接触的推杆。重要的是填充材料的水平管辊下面扩大面积,推杆保持垂直,不与管壁接触。如果不这么做,错误的高拉拔力值的结果。当介绍过o。d。邓肯的比率/ t大于25,应该使用五辊扩展器。降低比率,三辊扩展器通常是令人满意的。 在滚筒上扩张,管头和管板孔应擦拭干净的碎片和土壤。润滑油的存在在管孔或管的外表面可能导致减少抗拔强度和密封性的滚子扩大联合完成。最好,还管结束被溶剂如丙酮、甲基乙基酮。不要使用氯化溶剂或甲醇。扩张器也应该是清洁和检查应该是免费的泥土或其他异物。卷和芯棒应该自由移动,应处于良好状态。将扩张器插入管之前,关闭扭矩应该使用普龙尼证实了刹车,然后扩展器应该适当与水溶性润滑剂润滑,如威尔逊膨胀机润滑油。合适的气动膨胀机驱动器威尔逊系列3 Torque-Air-Matic目录40511号,每分钟450转的速度和最大扭矩18英尺磅。 扭矩应该检查每小时使用普龙尼刹车。额外的润滑剂应使用扩张器的要求。卷和芯棒应该定期检查芯片卷和/或心轴损坏。应该立即更换损坏件。 辊扩大关节不推荐用于爆炸保税管表。材料作为包层通常是相对较薄,3/16“1/4”马克斯,几乎总是比管柔软和低强度材料。这种roller-expanded关节泄漏后短时间的历史。如果包层的厚度增加,泄漏完整性不是问题,经济学通常支持固体钛板。 |